Коленчатый вал
Коленчатый вал предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение.
Шейки подшипников, в которых коленчатый вал вращается в блоке цилиндров, называются коренными шейками . Шейки подшипников, вращающиеся внутри нижней (большой) головки шатуна, называются шатунными шейками .
Именно коленчатый вал превращает возвратно-поступательное движение поршня в круговое вращение. Расстояние между осями коренных и шатунных шеек, называемое радиусом кривошипа ( R ) , является одним из основных технических показателей коленчатого вала и всего двигателя. Длина хода поршня в цилиндре, равная удвоенной величине радиуса кривошипа, зависит только от этого показателя. А от длины хода поршня зависит объём цилиндра двигателя. Изменяя длину радиуса кривошипа, при неизменном диаметре цилиндра, можно изменять объём цилиндров двигателя. При этом, правда, изменяются некоторые технические характеристики двигателя, изменение которых можно использовать в необходимом направлении. При конструировании двигателя, для достижения желаемых технических характеристик, очень тщательно подбирается соотношение между длиной хода поршня и диаметром цилиндра. Двигатели, в которых ход поршня больше диаметра цилиндра, называются длиноходными . Двигатели, у которых ход поршня меньше диаметра цилиндра, называются короткоходными . Короткоходные двигатели позволяют поднять скорость вращения двигателя и благодаря этому увеличить максимальную мощность двигателя, но длиноходные двигатели имеют больший крутящий момент в диапазоне низких оборотов и они более экономичны. Это ещё один из примеров, что конструкторская работа это постоянное нахождение компромиссов в технике.
Далее мы убедимся, что изменение одного параметра двигателя (и автомобиля) почти всегда приводит к изменению других его параметров, причём, чаще всего, не в лучшую сторону, что довольно часто не учитывают специалисты по тюнингу.
Во время работы двигателя на коленчатый вал воздействуют очень большие изгибающие и закручивающие нагрузки, поэтому вал должен быть очень прочным. Способность вала сопротивляться нагрузкам зависит от материала, из которого сделан вал и от его конструкции, при этом стоимость изготовления вала тоже имеет большое значение в конкурентной борьбе.
Если с каждой стороны шатунной шейки находится коренная шейка, такой вал называется полноопорным . Ясно, что он будет лучше противостоять изгибающим нагрузкам. Коленчатый вал двигателя V 8 значительно короче коленчатого вала рядного 8-ми цилиндрового двигателя, поэтому его способность сопротивляться закручивающим нагрузкам будет значительно выше. Для исключения концентрации напряжений, способных разрушить вал, переход каждой поверхности вала в другую (галтели) осуществляется под некоторым радиусом.
Сопряжение поверхностей
- Поверхности радиального вкладыша
- Галтель
- Поверхность упорного вкладыша
Материалы, из которых изготовлен коленчатый вал
Прочность коленчатого вала зависит не только от его конструкции, но и от материалов, из которых изготовлен коленчатый вал. Подбор необходимого материала ещё один из примеров компромисса. Чаше всего возникает компромисс между ценой и прочностью, но при этом, для обеспечения необходимой надёжности, необходимо учитывать степень форсированности двигателя, весовые и геометрические характеристики вала. Коленчатый вал двигателей серийных автомобилей, в целях обеспечения расчётной себестоимости производства, изготавливается из литого чугуна. Двигатели более форсированных спортивных автомобилей имеют коленчатый вал, изготовленный методом ковки из низколегированной стали. Кованные коленчатые валы имеют явное преимущество по весовым, габаритным и прочностным характеристикам перед валами, изготовленными методом литья, поэтому эти валы, в последнее время, находят большее применение. Иногда, когда цена не имеет доминирующего значения, коленчатый вал может быть изготовлен методом точения и другой механической обработки, из целого куска высококачественной стали. При этом большая часть дорогого материала идёт в отходы, но так создаются дорогие валы для дорогих двигателей.
Как коренные, так и шатунные шейки коленчатого вала, вращаются в подшипниках скольжения. Есть очень небольшое количество коленчатых валов, вращающихся в подшипниках качения, но широкого распространения такие конструкции не имеют. Коленчатый вал, предназначенный для установки в подшипники качения должен быть разборным и поэтому иметь довольно сложную и не совсем надёжную конструкцию. Вращающиеся в подшипниках скольжения, шейки коленчатого вала должны иметь поверхность, имеющую очень высокую способность сопротивления износу. Поэтому эти поверхность, как и поверхности, контактирующие с сальниками, подвергаются различным способам поверхностного упрочнения, чаше всего закалкой при помощи токов высокой частоты, азотированием и качественной механической обработкой.
Конструкция коленчатого вала
Конструкция коленчатого вала очень сильно зависит от количества цилиндров двигателя и их конфигурации. От этого зависит количество и расположение коренных и шатунных шеек, а, например, в двигателях V 6, в которых поршни двух рядов цилиндров подсоединены к общему коленчатому валу, в зависимости от угла развала блока цилиндров, имеется угловое смещение шатунных шеек по окружности вала. Расположение шатунных шеек также зависит от порядка работы цилиндров двигателя. В американских двигателях V 8 применяется коленчатый вал, напоминающий крест, в то время как на европейских двигателях V 8 спортивных автомобиле применяется плоский коленчатый вал.
Но в конструкции всех коленчатых валов есть много общего. Подшипники качения коренных и шатунных шеек имеют вкладыши, изготовленные из стальной ленты с внутренней поверхностью из износостойкого материала с низким коэффициентом трения. При наличии необходимой смазки, вкладыши обеспечивают легкое вращение вала в подшипниках продолжительное время. Для предотвращения проворачивания вкладышей подшипников вкладыши имеют специальные выступы, которые устанавливаются в выемки корпуса подшипников, но на некоторых современных двигателях применяются вкладыши, фиксируемые только за счёт тугой посадки. Во время ремонта, при необходимости, сильно изношенные вкладыши можно заменить. Более того, выпускаются специальные ремонтные вкладыши нескольких ремонтных размеров увеличенной толщины, которые позволяют проводить перешлифовку шеек коленчатого вала, что значительно снижает стоимость ремонта, поскольку новый коленчатый вал стоит достаточно дорого.
Вкладыши коренных подшипников имеют масляные канавки, по которым масло от коренных подшипников, через каналы в коленчатом валу, поступает к шатунным подшипникам. В последнее время канавку стали делать только в одном нижнем вкладыше. Это делается для снижения удельного давления на нижний, более нагруженный вкладыш, поскольку отсутствие масляной канавки увеличивает площадь поверхности вкладыша, контактирующей с поверхностью шейки вала. При установке вкладышей вкладыш без масляной канавки устанавливается в крышку коренного подшипника.
Специальные упорные полукольца (вкладыши) предотвращают осевое перемещение коленчатого вала. Эти упорные полукольца так же выпускаются увеличенной ремонтной толщины.
Коренные подшипники вала устанавливаются в постели, изготовленные непосредственно в блоке цилиндров. Сверху коренная шейка вала крепится крышкой коренного подшипника. При производстве базовые отверстия всех коренных подшипников обрабатывается одновременно, за один проход режущего инструмента. Поэтому не допускается замена крышек коренных подшипников, их перестановка в одном комплекте и установка их другой стороной. Перед снятием крышек коленчатого вала убедитесь, что на крышках имеются соответствующие установочные метки, однозначно определяющие место и направление установки каждой крышки. При отсутствии таких меток нанесите соответствующие метки самостоятельно, используя методы, описанные в специальной литературе. Предпочтительно не использовать метод кернения для нанесения меток на крышки коренных или шатунных подшипников. Лучше использовать специальные фломастеры, краску или алмазные надфили, но при этом необходимо учитывать, что перед сборкой все детали двигателя промываются в растворителях, в результате чего фломастер может быть смыт.
Нелишне напомнить, что затягиваются болты крепления крышек строго установленным моментом затяжки при помощи динамометрического ключа. Всё сказанное относится также и к крышкам шатунов.
Ранее было сказано, что вкладыши подшипников надёжно работают только при обеспечении необходимой смазки. Поэтому все коленчатые валы имеют внутренние масляные каналы, по которым масло под давлением подаётся от шейки коренного подшипника к шейке шатунного подшипника, а, иногда, по внутренним каналам шатунов подводится к верхней головке шатуна для смазывания поршневого пальца. К постелям коренных подшипников масло подаётся по масляным каналам блока цилиндров.
Во время работы двигателя поршень, с сопутствующими деталями совершает возвратно-поступательное движения. Для уравновешивания сил инерции этих деталей в вертикальном направлении, коленчатый вал изготавливается со специальными противовесами. Правда, при этом возникают горизонтальные колебания, но об этом будем говорить позже. К торцу заднего конца коленчатого вала крепится маховик или пластина крепления гидротрансформатора, при наличии автоматической коробки передач, с которых снимается полезная мощность двигателя. Если автомобиль укомплектован ручной коробкой передач и, соответственно маховиком, в торец заднего конца коленчатого вала вставляется передний подшипник первичного вала коробки передач. Спереди и сзади коленчатого вала имеются цилиндрические поверхности, контактирующие с уплотняющими кромками сальников, исключающих утечку масла из картера двигателя. Эти поверхности должны быть отполированы, и не иметь даже мельчайших неровностей или царапин. Кроме того, они должны быть строго параллельны центральной оси коленчатого вала. При наличии радиального биения этих поверхностей сальники быстро разбиваются, в результате чего появляется течь масла
Во время работы многоцилиндрового двигателя рабочий такт в разных цилиндрах происходит поочерёдно в соответствии с порядком работы цилиндров. При этом возникают переменные усилия, старающиеся закрутить коленчатый вал, в результате этих усилий в валу возникают крутильные колебания .
Для противодействия крутильным колебаниям, на передний конец вала устанавливается гаситель крутильных колебаний, представляющий собой две массивные детали, соединённые упругим (резиновым) элементом. Чаще всего гаситель крутильных колебаний встроен в шкив привода вспомогательных агрегатов. Одновременно шкив служит задающим ротором датчика положения коленчатого вала.
Но в последнее время появились двигатели, в которых гаситель крутильных колебаний расположен в нутрии картера двигателя. В этом случае в виде упруго элемента применяется не резиновая вставка и цилиндрические пружины, установленные между внутренней и наружной частью гасителя. Гаситель крутильных колебаний, поглощая большое количество энергии, нагревается, поэтому гаситель, установленный внутри блока цилиндров, часто охлаждается струёй масла.
1 – Зубцы задающего ротора датчика положения коленчатого вала
2 – Наружный маховик гасителя крутильных колебаний
3 – Втулка
4 – Резиновый упругий элемент
5 – Шкив ремня привода вспомогательных механизмов
6 – Ступица гасителя крутильных колебаний
На передний конец коленчатого вала устанавливаются ведущие элементы привода газораспределительного механизма (зубчатые шкивы или звёздочки) и насоса системы смазки двигателя, также на передний конец коленчатого вала устанавливается шкив ремня привода вспомогательных агрегатов.
Полноопорный коленчатый вал двигателя R 4
- Фланец для подсоединения маховика
- Уплотняющая поверхность заднего сальника
- Коренные шейки
- Шатунные шейки
- Отверстие масляного канала коренной шейки
- Отверстие масляного канала шатунной шейки
- Противовес
- Удаление металла при балансировке
- Уплотняющая поверхность переднего сальника
Неполноопорный коленчатый вал
двигателя R 4
У этого коленчатого вала отсутствует коренная шейка между второй и третьей шатунными шейками.
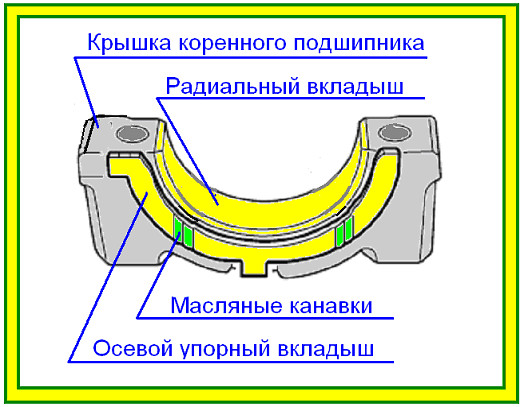
Расположение вкладышей коренных подшипников коленчатого вала
- Верхние вкладыши (с канавками)
- Масляные канавки (зелёные)
- Верхние упорные вкладыши
- Коленчатый вал
- Внутренние масляные каналы
- Нижние вкладыши (без канавок)
- Нижние упорные вкладыши
Установка осевого упорного вкладыша
- Верхние радиальные вкладыши
- Верхние осевые упорные вкладыши
- Коленчатый вал
- Нижние радиальные вкладыши
- Нижние осевые упорные вкладыши
- Крышки коренных подшипников
- Болт крышки, работающий за пределом текучести.
Коленчатый вал двигателя V8
У коленчатого вала двигателя V 8 совместная шатунная шейка двух противоположных цилиндров имеет форму цилиндра.
Коленчатый вал двигателя V 6


Шатунная шейка двух противоположных цилиндров коленчатого вала двигателя V 6 разделена на две части, сдвинутых относительно друг друга на несколько градусов по окружности кривошипа относительно друг друга.
Передний подшипник первичного вала механической коробки передач, установленный в задний торец коленчатого вала
- Дистанционная проставка
- Коленчатый вал
- Защитная крышка
- Шариковый подшипник
- Болт крепления маховика
- Маховик
Измерение осевого люфта коленчатого вала
Установите штатив индикатора. Если блок цилиндров чугунный установите штатив на магнитной основе, если блок цилиндров из алюминиевого сплава установите кронштейн, используя любое резьбовое отверстие блока цилиндров.
Используя шлицевую отвёртку как рычаг, до упора сдвиньте коленчатый вал в сторону передней части двигателя. Установите индикатора на «0». Для измерения осевого люфта при помощи отвёртки переместите вал назад. Определите показание индикатора.
Если удобно, индикатор можно установить и на переднюю стенку блока цилиндров.
Снятие и установка коленчатого вала
Перед снятием коленчатого вала замерьте и запишите осевой люфт вала, это несколько облегчит подбор толщины упорных осевых вкладышей. Определите нахождение меток на крышках коренных подшипников и блоке цилиндров, определяющих место и направление установки крышек коренных подшипников. В случае отсутствия таких меток (что бывает крайне редко), нанесите метки, однозначно определяющие расположение крышек.
Будьте осторожны, не путайте метки расположения крышки на блоке с метками размерной группы установленных вкладышей, которые могут иметь цифровое обозначение. В случае необходимости обратитесь к руководству по ремонту автомобиля.
Снимите все детали, мешающие снятию коленчатого вала: шкив привода вспомогательных агрегатов с гасителем крутильных колебаний, зубчатый шкив или звёздочку привода газораспределительного механизма, передний и задний сальники коленчатого вала и маховик. Иногда необходимо снять маслоприемник масляного насоса, отдельный задающий ротор датчика положение коленчатого вала и другие детали, указанные в руководстве по ремонту.
В некоторых руководствах по ремонту (мануалах) указывается очерёдность и метод откручивания болтов крышек коренных подшипников коленчатого вала, но в большинстве руководств это не упоминается. Но, даже если в руководстве очерёдность откручивания болтов не указана, это совсем не значит, что можно откручивать болты в любой очерёдности. Просто составители руководств справедливо считают, что профессиональный автомеханик знает, как это правильно делается. Но у нас часто и профессиональные мотористы откручивают болты, начиная с одного края и до другого края за один проход. Довольно часто приходится слышать возражения, я так делаю 20 лет, и все собранные мной двигатели работали нормально. Это не совсем так, может при правильной сборке срок службы двигателя, зависящий от многих причин, мог быть больше или вибрации двигателя были бы меньше.
Если в руководстве по ремонту конкретного двигателя указана очерёдность откручивания болтов, выполняйте указания руководства. Если подобных указаний нет, откручивайте болты по спирали, начиная от краёв и постепенно перемещаясь к центру. Не откручивайте болты сразу за один проход, болты необходимо откручивать за несколько проходов. При первом проходе, перемещаясь строго по спирали, отверните каждый болт не более чем на 1/4 оборота. При втором проходе ещё несколько ослабьте затяжку болтов и только при третьем, или лучше четвёртом, проходе выверните болты полностью и снимите.
Метод спирали также используется при снятии и установке различных крышек и корпусных деталей. При этом при снятии начинайте откручивать крепёжные элементы, болты или гайки с краёв, постепенно с двух сторон перемещаясь к центру, а при установке начинайте затягивать крепёжные элементы, начиная от центра и перемещаясь к краям.
Снимите крышки коренных подшипников, не допуская падения вкладышей, и расположите их строго в последовательности как они стояли на двигателе. Снимите коленчатый вал. Если предполагается последующая установка снятого коленчатого вала совместно со старыми вкладышами, извлеките вкладыши из постелей блока цилиндров и расположите их так, чтобы была возможность установки каждого вкладыша именно на то место, откуда он был снят при разборке. Даже если вкладыши будут меняться, всё равно расположите снятые вкладыши в порядке из расположения на двигателе. Анализ состояния и износа вкладышей поможет определить некоторые неисправности двигателя.
Если коленчатый вал имеет общий корпус крышек коренных подшипников, как находящийся внутри масляного поддона, так и являющийся структурой двигателя, откручивайте болты строго в очерёдности, указанной в руководстве по ремонту и также за несколько проходов. Если руководством по ремонту допускается повторная установка болтов, сделайте из картона шаблон с отверстиями соответствующий по форме блоку крышек коренных подшипников, и устанавливайте каждый снятый болт в необходимое отверстие. Болты крепления блока крышек могут отличаться не только по диаметру, но и по шагу резьбы, общей длине болта или длины резьбовой части. При сборке каждый болт необходимо устанавливать строго на то место, откуда он был снят при разборке.
Тщательно проверьте состояние всех элементов – коленчатого вала, крышек коренных подшипников, радиальных и осевых вкладышей, болтов крепления крышек коренных подшипников.
Проявляйте особую осторожность при снятии коленчатого вала, не допускайте повреждения полированных поверхностей шеек подшипников или контактных поверхностей переднего и заднего сальников.
Очередность откручивания болтов
Очерёдность затяжки болтов

Проверка коленчатого вала
Визуально проверьте состояние поверхностей коленных и шатунных шеек на наличие рисок и задиров. Проверьте состояние упорных поверхностей коленчатого вала, контактирующих с осевыми упорными вкладышами. При помощи нутромера с часовым индикатором замерьте расстояние между опорными поверхностями вала, контактирующими с осевыми упорными вкладышами.
Проверьте поверхности, контактирующие с уплотняющими кромками переднего и заднего сальников коленчатого вала. Проверьте посадочные поверхности маховика, зубчатого шкива или звёздочки и гасителя крутильных колебаний. При обнаружении повреждения указанных поверхностей вал необходимо заменить или отремонтировать.
При помощи микрометра проведите необходимые замеры всех коренных и шатунных шеек для определения недопустимого износа, конусности и овальности шеек. На каждой шейке необходимо произвести не менее четырёх замеров. Диаметр шейки измеряется с каждой стороны шейки в двух перпендикулярных направлениях. После замеров вычтите из большего размера меньший и определите конусность и овальность каждой шейки. Для определения износа учитывайте самый меньший диаметр из измеренных. Сравните полученные значения износа, конусности и овальность с данными в руководстве по ремонту. Если хоть одно из полученных значений превышает установленную норму, вал необходимо заменить или отремонтировать.
V -образные призмы. Установите индикатор точно по середине центральной коренной шейки и замерьте радиальное биение вала. Действительное радиальное биение вала равно половите значения, замеренного индикатором. Если радиальное биение вала превышает норму, указанную в руководстве, вал необходимо заменить или отремонтировать.
Не только ремонт, но и указанные проверки лучше выполнять в условиях специальных предприятий, имеющих точный мерительный инструмент, специальные станки и квалифицированный, по данному роду работ, персонал.
Измерение износа опорных поверхностей
Установите коленчатый вал в центры или на V -образные призмы. Установите штатив индикатора напротив центральной коренной шейки. Прижмите щуп индикатора к поверхности шейки. Медленно поворачивая коленчатый вал, при помощи индикатора определите самое низкое положение центра вала. Установите шкалу индикатора на «0». Медленно поворачивая коленчатый вал, определите самое высокое положение вала. Считайте показание индикатора. Истинное биение вала равно половине показания индикатора. Сравните вычисленное биение вала с техническими требованиями.
Ремонтные размеры
Многие заводы-изготовители двигателей выпускают вкладыши подшипников коренных и шатунных шеек коленчатого вала ремонтных размеров. Эти вкладыши имеют увеличенную толщину. Для отечественных автомобилей обычно выпускаются вкладыши одного номинального и четырёх ремонтных размеров. Вкладыши ремонтных размеров имеют обозначения: +0,25; +0,50; +0,75 и +1,0. При ремонте коленчатого вала шейки вала перешлифовываются так, чтобы соответствовать ремонтному размеру после устранения всех выявленных геометрических искажений формы шеек вала. Обратите внимание, что ремонтный размер указывает изменение диаметра шейки, а не толщины вкладыша. То есть каждый вкладыш +0,25 будет толще номинального не на 0,25 мм, а на 0,25 / 2 = 0,125 мм, что соответствует уменьшению внутреннего диаметра подшипника на 0,25 мм.
Соответственно шейки вала ремонтных размеров имеют обозначение -0,25; -0,50; -0,75 и -1,0. В этом случае диаметр шейки вала изменяется именно на указанную величину.
Так же выпускаются ремонтные осевые упорные вкладыши (полукольца) увеличенной толщины. Эти вкладыши предназначены для регулирования осевого люфта коленчатого вала.
Некоторые заводы-изготовители вкладыши ремонтных размеров не выпускают. В этом случае при обнаружении того, что геометрические размеры шеек вала выходят за установленные ограничения, необходимо заменить коленчатый вал.
Не путайте вкладыши ремонтных размеров с вкладышами селективной подборки, обычно имеющие цветовые метки, также имеющие некоторые различия по толщине. Вкладыши селективной подборки предназначены для точного подбора необходимого зазора в подшипнике, с учетом в различия в точности обработке диаметра коренных и шатунных шеек.
Если приходится ремонтировать автомобиль, ранее принадлежащий другому владельцу, вполне возможно, что коленчатый вал уже подлежал ремонту. Поэтому после снятия коленчатого вала обязательно замерьте диаметр шеек, и определите, к какому ремонтному размеру относится вал.
Зазор в коренных и шатунных подшипниках
Масло, поступающее в подшипники скольжения коренных и шатунных шеек, выполняет три функции, смазывает трущиеся поверхности, вымывает продукты износа трущихся поверхностей и производит охлаждение трущихся поверхностей. Поэтому, для обеспечения необходимого охлаждения подшипника, при конструировании двигателя, в зависимости от степени форсирования двигателя, определяется количество масла, проходящего через подшипник скольжения. Это количество регулируется зазором в подшипнике. Некоторые форсированные двигатели для увеличения общего количества проходящего через подшипник масла имеют специальную канавку для отвода масла из зазора подшипника.
Обычно зазор в коренных и шатунных подшипниках указывается в руководстве по ремонту автомобиля. При ремонте двигателя в условиях специализированного предприятия специалисты, производящие перешлифовку коленчатого вала, обеспечиваю необходимый зазор в подшипнике.
Определения зазора в подшипнике при помощи измерения отверстия при помощи нутромера и измерения диаметра шейки при помощи микрометра
Установка вкладыша в крышку
коренного подшипника
Измерение внутреннего диаметра коренных подшипников
Направление измерений внутреннего диаметра коренного подшипника для определения износа, овальности и конусности
Измерение диаметра коренной шейки при помощи микрометра для определения износа, овальности и конусности шейки.
Для измерения зазора, убедившись в чистоте всех деталей, установите вкладыши в постели подшипников в блоке цилиндров и в крышки коренных подшипников. Вставьте фиксирующие выступы вкладышей в специальные выемки в постели и крышке подшипника. Вкладыши некоторых двигателей не имеют фиксирующих выступов, в таких двигателях вкладыши удерживаются от прокручивания за счёт затяжки крышки подшипника. В этом случае измеряется на соответствие технической норме выступание вкладыша относительно соединительной поверхности.
Затяните болты крышек коренных подшипников моментом затяжки, указанным в руководстве по ремонту. При помощи нутромера замерьте внутренние диаметры всех коренных подшипников и запишите результаты измерений. Проводите измерение в направлениях указанных на рисунке, это поможет определить правильность установки вкладышей подшипников.
При помощи микрометра замерьте наружный диаметр шейки вала и запишите результаты измерений. Для определения зазора в каждом подшипнике вычтите из диаметра отверстия диаметр соответствующей шейки вала.
Не зависимо от того, каким способом подбирались вкладыши, для обеспечения необходимого зазора, при помощи подбора вкладышей с использованием цветовых меток или при помощи измерения обязательно проведите окончательное измерение зазора при помощи индикаторной пластмассовой проволоки «
Установка измерительной проволоки « Plastigage »
Измерение ширины расплющенной проволоки и определение зазора в подшипнике
Определение зазора в коренных и шатунных подшипниках при помощи пластиковой проволоки « Plastigage » можно считать не только самым точным, но и самым дешёвым способом. Для его проведения не требуется приобретения дорогого мерительного инструмента. Многие заводы-изготовители рекомендуют обязательно проводить окончательный контроль зазора в подшипниках только этим способом. Во многих странах измерение зазоров при помощи « Plastigage » производится уже более 30 лет.
Измерительная пластиковая проволока « Plastigage » имеет точную калибровку по диаметру и имеет стабилизированные физические свойства по всей длине проволоки в широком диапазоне температур. Разумеется, её применение при отрицательных температурах не рекомендуется, поскольку при низких температурах проволока « Plastigage » меняет свои физические свойства и становится хрупкой. Не следует проводить подобные измерения также при очень высокой температуре.
Хрупкой проволока может стать также в результате длительного хранения.
Внимание! Перед началом измерения зазора внимательно ознакомьтесь с инструкцией по применению измерительной проволоки « Plastigage ». Измерительная проволока может быть предназначена для измерения ограниченного диапазона зазоров.
Перед проверкой тщательно очистите и обезжирьте все детали – коленчатый вал, вкладыши подшипников и места установки вкладышей, как в блоке цилиндров, так и в крышках коренных подшипников, при измерении зазоров в коренных подшипниках. При измерении зазоров в шатунных подшипниках, соответственно, очистите места установки вкладышей в шатунах и крышках шатунов. Убедитесь, что под вкладыши не попали никакие посторонние материалы. Наличие посторонних материалов не только исказит результаты измерения, но и в дальнейшем ускорит износ вкладыша.
Не применяя никакой смазки, осторожно установите именно те вкладыши, которые будут использоваться. Отрежьте куски измерительной проволоки « Plastigage » длиной чуть меньше ширины шеек. И положите куски проволоки строго вдоль оси коленчатого вала.
Внимание! После установки измерительной проволоки на шейки вала не допускается даже минимальное вращение вала. Даже небольшое смещение вала приведёт к искажению измерений.
Установите крышки подшипников и, используя динамометрический ключ и, при необходимости, измеритель угла доворота болта затяните болты крышек коренных (шатунных) подшипников. Болты крышек коренных подшипников затягивайте строго в установленной очередности за несколько проходов, в соответствии с методикой установки коленчатого вала.
В соответствии с методикой снятия коленчатого вала снимите все крышки коренных подшипников. При помощи специального шаблона, входящего в комплект « Plastigage » определите ширину расплющенной проволоки и на основании этого определите зазор в подшипнике.
Если зазор не соответствует установленной технической норме, подберите вкладыши другой толщины. Если при помощи подбора вкладышей не получается установить рекомендованный техническими нормами зазор, отремонтируйте или замените коленчатый вал.
Ширина расплющенной измерительной проволоки должна быть одинаковая по всей длине одного куска. Если ширина расплющенной измерительной проволоки имеет различное значение по длине, в подшипнике имеется конусность. Придётся проверить конусность шейки коленчатого вала и конусность отверстия подшипника.
При помощи измерительной проволоки можно проверить и овальность шейки коленчатого вала (но не отверстия подшипника). Для этого после измерения зазора в подшипнике указанным способом, поверните коленчатый вал на 90º - 100º и ещё раз выполните измерение зазора. По разности двух измерения можно определить овальность шейки коленчатого вала.
После выполнения всех измерения тщательно удалите остатки измерительной проволоки. В целях исключения повреждения поверхности шеек вала, не применяйте для удаления проволоки металлические предметы. Остатки проволоки легко удаляются при помощи растворителя.
Установка коленчатого вала
Главное чистота!
Часто при снятии двигателя автомеханик видит его с довольно неприглядной стороны. Почти на всех старых двигателя присутствуют подтёки масла с налипшими на него толстым слоем частицами грязи. Но это совсем не значит, что при ремонте двигателя можно занизить требования к чистоте. При ремонте двигателя, как и при ремонте некоторых других агрегатов автомобиля, например автоматической коробки передач или рулевого механизма с гидравлическим усилителем, требуется чистота, соизмеримая с чистотой в медицинских учреждениях.
Перед установкой коленчатого вала ещё раз очистите все устанавливаемые детали, особенно постели установки вкладышей. Наличие даже чистого масла на поверхностях установки вкладышей не допускается, Тем более не допускается присутствия на этих поверхностях любых посторонних материалов.
Тщательно промойте коленчатый вал, при помощи специального ершика очистите масляные каналы коленчатого вала и продуйте их сжатым воздухом.
В руководстве по ремонту двигателя ознакомьтесь с расположением всех вкладышей. Почти всегда все верхние вкладыши (устанавливаемые в блок цилиндров) имеют одинаковую конструкцию, но встречаются двигатели, в которых двигатели различных шеек имеют различную конструкцию. Верхние вкладыши часто отличаются от нижних (устанавливаемых в крышки коренных подшипников) наличием масляной канавки посередине вкладыша. Если по каким-либо причинам устанавливаются снятые вкладыши, устанавливайте их только на то место, в котором они находились до снятия. Новые вкладыши устанавливайте только на то место, где они находились при проверке зазоров в подшипниках.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите верхние вкладыши, установив упоры вкладышей в специальные паза. Если вкладыши не имеют специальных упоров от проворачивания, установите вкладыши так, что бы оба конца вкладыша находились на одинаковой высоте относительно установочной поверхности блока цилиндров.
Не нанося на вкладыши или на место их установки масла, установите верхние полукольца упорных осевых подшипников. Устанавливайте упорные полукольца так, чтобы масляные канавки, имеющиеся на упорных полукольцах, были направлены в сторону упорных поверхностей коленчатого вала.
Не дотрагиваясь руками до рабочих поверхностей вкладышей, при помощи маслёнки нанесите на все вкладыши обильный слой чистого масла, которое будет заливаться в двигатель. Некоторые производители рекомендуют при ремонте наносить на вкладыши специальное ремонтное мало.
Нанесите масло на поверхности коренных шеек коленчатого вала. Стараясь не сместить установленные верхние вкладыши, осторожно установите коленчатый вал в блок цилиндров. При установке коленчатого вала примете все меры предосторожности, исключающие повреждение поверхностей коренных и шатунных шеек, а также полированных уплотнительных поверхностей вала, контактирующих с уплотнительными кромками переднего и заднего сальников коленчатого вала.
Не нанося на вкладыши или на место их установки масла, стараясь не прикасаться руками к рабочим поверхностям вкладышей, установите нижние вкладыши в крышки подшипников, установив упоры вкладышей в специальные пазы крышек. Установите нижние упорные полукольца. При помощи маслёнки нанесите чистое моторное масло на вкладыши.
Крышки коренных подшипников допускается устанавливать только на то место, откуда они были сняты при разборке. Устанавливайте крышки руководствуясь установочными метками, имеющимися на крышках и блоке цилиндров. Крышки можно устанавливать только в одном направлении. Иногда на крышки наносятся цифровые метки обозначающие группу отверстия под подшипник, не путайте эти метки с установочными метками.
Крышки коренных подшипников в некоторых случаях устанавливаются при помощи направляющих втулок или штифтов, но чаще направляющим элементом служит болт крепления крышки. Блок общих крышек коренных подшипников всегда устанавливается при помощи направляющих втулок.
Перед установкой крышек необходимо проверить состояние болтов крепления крышек. Строго выполняйте указания руководства по ремонту автомобилей. Некоторые производители указывают на недопустимость повторной установки снятых болтов, некоторые производители допускают установку болтов ограниченное число раз, иногда требуется проверка общей дины болта или диаметра его зауженной части. В общем, резьбовое соединение крышек коренных подшипников является очень критическим местом. При замене болтов допускается установка только специальных болтов, выпушенных заводом-изготовителем и приобретённым строго по каталогу запасных частей.
Установка крышек коренных подшипников
Перед установкой болтов нанесите на резьбовую часть болта и упорную поверхность головки болта масло, в строгом соответствии с указаниями по ремонту. Излишнее масло удалите. Не выполнение этого правила не позволит обеспечить необходимую силу прижатия крышки, даже при применении динамометрического ключа.
Установите крышку и, прижимая крышку руками, заверните болты крепления крышки только усилием руки. Установите все остальные крышки. Затягивайте болты крышек коренных подшипников, за несколько проходов, в строгом соответствии с очерёдностью, указанной в руководстве по ремонту. В случае отсутствия прямого указания очерёдность, руководствуйтесь указаниями стандартной установки коленчатого вала. При затяжке болтов обязательно используйте динамометрический ключ. При установке болтов, работающих за пределом текучести, используйте специальный транспортир, точно определяющий угол доворота болта или используйте для этих целей специальные метки, нанесённые на головку болта фломастером.
После установки коленчатого вала обязательно проверьте лёгкость вращения вала в подшипниках. Но для подобной проверки необходимо иметь некоторый опыт по определению лёгкости вращения правильно собранного двигателя.
При затруднённом вращении коленчатого вала, работу по установке вала придётся повторить, при этом необходимо точно определить причину затруднённого вращения вала.
Установка верхнего вкладыша коренного подшипника в блок цилиндров.
Грязь, попавшая под установленный вкладыш во время ремонта, приведёт к быстрому разрушению вкладыша.
Прочистка масляных каналов коленчатого вала
Е.Н. Жарцов
Двигатель – сложный агрегат, в котором нет незначительных деталей. Одна из таких его составляющих – коленвал. С одной стороны, это не сложное устройство, а простая деталь, с другой, коленчатый вал – одна из основных деталей двигателя.
Для чего нужен коленвал?
Любой автомобильный является поршневым. Принцип его работы прост: в цилиндр подается топливно-воздушная смесь, которая воспламеняется и увеличивается в объеме. Возникает избыточное давление, которое выталкивает поршень из цилиндра. Поршень при этом совершает поступательное движение, которое нужно преобразовать во вращательное, чтобы передать его в коробку передач, а дальше – на полуоси или карданный вал.
Вот именно эту функцию и выполняет коленчатый вал – преобразовывает один тип механического движения в другой, а именно: поступательное во вращательное.
Материал, из которого изготавливаются коленчатые валы, это не простая сталь, поэтому и стоимость изделия так высока, по сравнению с ценой простой металлической болванки. Сталь, из которой изготавливается вал, легируется хромом, молибденом и другими металлами, что придает изделию особую прочность. Кроме того, немаловажен сам процесс изготовления, начиная от того, как расположены волокна заготовки, заканчивая методикой изготовления – прессованием или ковкой.
С тем, что делает вал, мы разобрались, но остался вопрос – где находится коленвал? Коленчатый вал расположен в нижней части двигателя, снизу он прикрыт , заполненным моторным маслом. Вал закреплен в подшипниках, которые удерживают его и не дают смещаться, иногда для его усиления используются дополнительные упоры. Но есть исключение – в оппозитных двигателях коленчатый вал располагается выше, по центру ДВС.
Что собой представляет и как работает коленчатый вал?
Поршня в двигателе перемещаются неравномерно – пока дни опускаются, другие поднимаются – это обеспечивает плавность хода, и равномерное распределение нагрузки по времени. Коленчатый вал сдерживает ход поршней после сгорания топлива и возвращает их в исходное положение для сжатия смеси. С одной стороны он связан с газораспределительным механизмом, с другой – передает вращательный момент в трансмиссию.
Коленчатый вал состоит из нескольких шеек:
- Основные находятся точно по центральной оси вала и в процессе вращения не смещаются.
- Между ними находятся шатунные шейки, которые смещены относительно оси под разными, строго определенными углами, и при вращении описывают круг. Именно они обеспечивают взаимодействие вала и поршня.
- Между собой шейки соединены «щеками» – пластинами из толстого металла. Щеки кроме крепежной, выполняют антирезонансную функцию – во время вращения вал может войти в резонанс и разрушиться, но щеки не позволяют этому произойти.
Словами трудно описать внешний вид этой детали, если вы хотите точно представить коленвал, фото или схематическое изображение – наилучший вариант.
План
Введение……………………………………………………………………………..3
1. Назначение, конструкция и техническая характеристика коленчатых валов и их подшипников дизеля Д100…………..………..………………………...6
2. Характеристика работ при техническом обслуживания и текущих ремонтах коленчатых валов………………………………………………….8
3. Методы и технология ремонта коленчатых валов и их подшипников дизеля Д100…………………………………………………………………...14
4. Техника безопасности………………………………………………………..29
5. Список использованной литературы………………………………………..30
Введение
Двигатели типа Д100 - вертикальные двухтактные, десятицилиндровые со встречно движущимися поршнями, двумя коленчатыми валами, прямоточно-щелевой продувкой. двухступенчатой системой наддува, струйным роспылом топлива. Двигатели работают на жидком топливе. Двигатели 11ГД100М, 17ГД100А. 17ГД1006 и 15ГД100е работают на газообразном топливе.
Коленчатый вал дизеля работает в очень сложных и тяжелых условиях. Он испытывает значительные усилия давления газов, передающиеся шатунно-поршневым механизмом, от сил инерции поступательно и вращательно движущихся масс, а также усилия моменты, возникающие вследствие крутильных колебаний.
Учитывая сложность изготовления большую трудоемкость при замене коленчатых валов, к материалу и качеству их изготовления предъявляют высокие требования. Коленчатые валы дизелей изготовляют из стали ковкой или штамповкой либо из высоко-прочного чугуна путем отливки. Стальные валы более надежны в эксплуатации, но трудоемки в изготовлении. Поэтому на тепловозах получили распространение литые валы из высокопрочного модифицированного чугуна (дизели типов Д100, Д49). За счет уменьшения отходов на их изготовление затрачивается в три раза меньше металла, чем на изготовление стальных валов. (При изготовлении стального вала дизеля ПД1М из заготовки массой 13 т в отходы идет около 86 % металла.)
Изготовление коленчатых валов литьем позволяет с наименьшими затратами получить наиболее приемлемую форму щек кривошипов и более рациональное распределение металла за счет выполнения коренных и шатунных шеек пустотелыми, что уменьшает массу валов при сохранении относительно высокой прочности. Для повышения прочности вала на изгиб галтели шеек вала специально упрочняют накаткой роликами. Шейки коленчатого вала дизелей типа Д49 азотируют для повышения износостойкости.
Коленчатые валы дизелей 10Д100 (нижний и верхний) по конструкции и размерам шеек одинаковы. Отличаются они концевыми частями. Валы имеют по двенадцать коренных и десять шатунных шеек, кривошипы которых смещены каждый друг относительно друга на 36° в соответствии с порядком работы цилиндров, что обеспечивает равномерную работу коленчатых валов. Поверхности трения шатунных шеек валов соединены с поверхностями смежных коренных шеек двумя косыми каналами, по которым масло поступает к шатунным подшипникам в двух противоположных точках, обеспечивая надежность смазывания бесканавочных вкладышей, а также охлаждение поршней. Одиннадцатая шатунная шейка служит для установки опорно-упорного подшипника. Упором для подшипника является фланец, на обоих валах, служащий одновременно для крепления конической шестерни вертикальной передачи. К фланцу верхнего вала на болтах укрепляется ведущий фланец со шлицами для привода торсионного вала редуктора воздухонагнетателя второй ступени.
К заднему фланцу нижнего вала прикреплен ведущий диск дизель-генераторной муфты. Направляющим кольцевым буртом вал центрируется в обойме на валу якоря генератора. В передней части нижнего коленчатого вала установлен антивибратор. Шестерня, устанавливаемая на шпонке па верхнем валу, служит для привода валов топливных насосов.
Для уменьшения массы вала в шатунных шейках высверлены каналы.
Коренные шейки сплошные. Для подвода масла от коренных шеек к шатунным выполнены наклонные каналы 9 свставленными в них трубками. На заднем конце вала имеется фланец для присоединения к якорю генератора. Два отверстия во фланце с резьбой служат для рассоединения коленчатого вала и якоря генератора отжимными болтами. Между фланцем отбора мощности и седьмой коренной шейкой установлена разъемная шестерня 8 со спиральными зубьями, передающее вращение распределительному валу, валам топливного и водяного насосов.
На переднем конце вала болтами прикреплен валоповоротный диск 1 ,
имеющий по наружной цилиндрической поверхности двенадцать глухих отверстий, куда вставляют монтажный лом при повороте коленчатого вала вручную. Внешний торец диска 1 имеет два выштампованных ушка 2 со сменными кулачками, служащими водилом поводка вала масляного насоса и шкива привода редуктора вентилятора охлаждающего устройства.
Назначение, конструкция и техническая характеристика коленчатых валов и их подшипников дизеля Д100
Коленчатый вал вращающееся звено кривошипного механизма, состоящее из нескольких соосных коренных шеек, опирающихся на подшипники, и 1 или нескольких колен, каждое из которых составлено из 2 щек и 1 шейки, соединяемой с шатуном.
Коленчатый вал вместе с блоком цилиндров является важнейшей базовой деталью дизеля, в значительной степени определяющей срок его службы. Основными неисправностями коленчатых являются: сверхнормативный шеек; трещины и изломы, которые могут быть следствием нарушений при изготовлении или ремонте вала, в частности неправильной установки в подшипниках; выкрашивание, коррозия и износ баббитовой заливки вкладышей; износ вкладышей и потеря торцового натяга; трещины крышек кодах подшипников.
У дизелей типа Д100 при техническом обслуживании ТО-3 открывают верхней крышки блока и картера, убеждаются в отсутствии частиц баббита вблизи подшипников и трещин крышках, проверяют крепление гаек подшипников путем их остукивания молотком, состояние шплинтов. Шплинты в прорезях гаек должны сидеть плотно, а их концы должны быть разведены в горизонтальной плоскости. Определяют плотность посадки вкладышей в подшипниках положению стыков вкладышей, которые должны совпадать с плоскостью разъема крышки подшипника. Кроме того, плотность посадки контролируют путем обстукивания боковых поверхностей вкладышей медным молотком, прикладывая при этом пальцы руки к вкладышу и корпусу подшипника.
Осматривают маслопровод в картере и трубки, подводящие масло на смазку подшипников. Через одно ТО-3 вверяют провисание нижнего коленчатого вала для коренных шеек с 1-й 7-ю, которое не должно превышать 0,005 мм.
Конструкция коленчатого вала
| Обозначение | Наименование | Номер позиции | Обозначение сборочной единицы | Кол-во на сбор. единицу | Масса, кг |
| 10Д100.05.052Сб | Вал коленчатый верхний (рис.10) | ||||
| 10Д100.05.002-2 | Вал коленчатый верхний** | 5 | 10Д100.05.102Сб-2 | 1 | 1025 |
| 10Д100.05.031 | Фланец | 9 | 10Д100.05.052Сб | 1 | 13,4 |
| 10Д100.05.032 | Болт | 6 | 10Д100.05.052Сб | 8 | 0,172 |
| 10Д100.05.008 | Шпонка | 1 | 10Д100.05.052Сб | 1 | 0,17 |
| 10Д100.05.030-1 | Шестерня | 4 | 10Д100.05.052Сб | 1 | 5.56 |
| 2Д100.05.004 | Фланец | 3 | 10Д100.05.052Сб | 1 | 2,03 |
| 9Д100.37.144 | Кольцо стопорное | 8 | 10Д100.05.052Сб | 1 | 0,025 |
| АДР66.42.205 | Шпилька | 2 | 10Д100.05.102Сб- | -2 4 | 0,07 |
Характеристика работ при техническом обслуживания и текущих ремонтах коленчатых валов
Коленчатый вал в паре с блоком цилиндров являются основными базовыми деталями, определяющими срок службы дизеля. Поэтому вопросам их содержания, ухода и качественного ремонта придается большое значение. Исправная работа коленчатого вала с подшипниками зависит от правильности укладки коленчатого вала, состояния поверхности его шеек и вкладышей, подачи смазки в нужном количестве и необходимого качества и других условий. Основными неисправностями коленчатых валов являются: излом вала по шейкам или щекам (рис. 1), трещины в шейках вала, чаще по галтели, задир шеек вала, повышенная овальность коренных или шатунных шеек, повреждения элементов соединения вала с антивибратором, приводом насосов и распределительных валов, изгиб вала.
Рис. 1 Излом коленчатого вала по щеке

Причинами излома коленчатых валов являются: высокий уровень знакопеременных напряжений от изгиба или крутильных колебаний вала, литейные дефекты и дефекты обработки вала (рыхлоты, пористости, плены, подрезы). Повышение уровня напряжений на изгиб в шейках и щеках вала происходит в результате образования ступенчатости смежных опор, увеличенного изгиба вала, нарушения уравновешенности вала (неправильный подбор поршней и шатунов по массе).
Задир шеек вала происходит вследствие: перекрытия отверстий для подачи смазки при провороте ослабших вкладышей подшипников коленчатого вала или выхода из строя масляного насоса и неисправности реле давления масла, которое служит для остановки дизеля с целью предотвращения задира шеек вала; попадания абразивных частиц между вкладышем и шейкой вала; запуска дизеля без предварительной прокачки масла; разжижения дизельного масла несгоревшим топливом, которое при чрезмерной подаче или подтекании форсунок стекает по стежкам цилиндровых втулок в картер дизеля; г попадания охлаждающей воды в дизельное масло при нарушении герметичности уплотнения втулок цилиндров в блоке дизеля, рубашек на втулках, адаптеров, водяных переходников и выпускных коллекторов.
Изгиб вала бывает двух видов: упругий и остаточный. Упругий изгиб вала происходит под действием сил, действующих от шатунов и вала якоря тягового генератора, при неправильной укладке коленчатого вала в постелях блока и нарушении центровки валов: коленчатого и якоря генератора.
Остаточный изгиб коленчатого вала образуется в результате неправильной шлифовки коренных шеек (несоосность шеек) или релаксации остаточных внутренних напряжений, а также неправильной укладки вала при его хранении.
При техническом обслуживании ТО-3 и текущем ремонте ТР-1 через открытые люки блока и картера проверяют: нет ли частиц баббита вблизи подшипников, трещин в крышках, крепления гаек коренных и шатунных подшипников коленчатого вала, положение стыков вкладышей (нет ли проворота), состояние шплинтов. При техническом обслуживании ТО-3 и текущих ремонтах проверяют целостность масляного коллектора и маслоподводящих трубок. При этом прокачку масла маслопрокачивающим насосом производят от постороннего источника тока.
Зазором «на масло» называют суммарный зазор между шейкой вала и вкладышами подшипника (верхним и нижним). При отсутствии провисания шейки вала весь зазор «на масло» будет расположен между шейкой вала и верхним вкладышем. Эти зазоры измеряют щупом вдоль оси вала в вертикальной плоскости с двух сторон (со стороны генератора и со стороны отсека управления), суммируют замеренные зазоры и делят сумму на два. Суммарный зазор «на масло» в опорных и упорном подшипниках дизеля типа Д100 должен быть 0,15-0,23 мм, при выпуске тепловоза из текущего ремонта ТР-3 - 0,15-0,30, из текущего ремонта ТР-2 - 0,15-0,35, из текущего ремонта ТР-1 и технического обслуживания ТО-3 - не более 0,45 мм.
На текущем ремонте ТР-3 .коренные подшипники обоих валов дизеля типа Д100 разбирают. Верхний вал (в тех депо, где имеются кантователи, и нижний) снимают. Для этого предварительно снимают переднюю торцовую и верхнюю крышки блока, разбирают шатун-е подшипники и опускают поршни с шатунами на латунные стержни, вставленные в продувочные окна втулок цилиндров. Затем отвертывают гайки шпилек крышек коренных подшипников, отсоединяют маслоподводящие трубки, снимают крышки.
Перед снятием коленчатого вала извлекают нижний вкладыш опорно-упорного подшипника с тем, чтобы при перекосе вала во время подъема не повредить подшипник. Блочные (нерабочие) вкладыши выкатывают специальными пальцами, которые вставляют в смазочные отверстия шеек вала. При повороте коленчатого вала на 180° палец выталкивает вкладыш из постели. Вал зачаливают за 2-ю и 9-ю шатунные шейки специальным чалочным приспособлением с захватами, транспортируют краном и укладывают на специальную подставку, имеющую не менее трех опор.
Шейки коленчатых валов, имеющие овальность и забоины болеедопустимых значений, а также задиры обрабатывают шлифовкой на специальных станках с последующим их полированием. Шлифуют шейки до следующего градационного размера. Всего установлено семь градационных размеров. Смежные градации отличаются на 0,5 мм друг от друга.
Полируют одновременно все шейки вала на станке. На шейки вала закрепляют хомуты с войлочными подкладками, на которые наносят полировальную пасту. Направление вращения коленчатых валов при полировании должно совпадать с рабочим направлением, в противном случае могут возникать задиры шеек вала при работе дизеля. Это явление объясняется следующими причинами: коленчатые валы дизелей типа Д100 изготовляют из высокопрочного чугуна, шарообразные глобули графита которого окружены ферритовой оторочкой. Эти оторочки, выходящие на поверхность шейки и заполированные, при движении против направления полирования действуют как зубцы и задирают подшипник, а затем шейку вала. Шероховатость поверхности шеек валов должна быть не ниже 8-го класса.
Для повышения усталостной прочности коленчатых валов галтели шеек накатывают роликами как при изготовлении валов, так и при ремонте в случае перешлифовки шеек и необходимости углубления галтели, чем срезается накатанный слой. Накатывание галтелей создает в поверхностном слое сжимающие напряжения (рис. 2), повышая запас прочности вала.
Рис. 2. Эпюра сжимающих напряжений в галтели шейки коленчатого вала, создаваемых накатыванием:
1 - щека вала; 2 - галтель; 3 - - эпюра напряжений сжатия; 4 - шейка вала

После ремонта коленчатого вала проводят следующие измерения его геометрии: диаметр шеек, их конусность и овальность; радиус кривошипа шатунных щёк; несоосность коренных шеек (размер изгиба оси вала); для валов (стальных) дизеля Д50, кроме того, определяют развал щёк и биение торцовых фланцев.
В основу метода измерения несоосности коренных шеек коленчатых валов положен принцип автоколлимации при шаговом измерении ступенчатости коренных шеек по их боковым образующим со свободным провисанием коленчатого вала. Этот метод измерения используется в связи с тем, что коленчатые валы являются гибкими (вал дизеля типа Д100 при укладке на двух крайних опорах прогибается на 2 мм) и соосность (ступенчатость) их коренных шеек нельзя измерять в вертикальной плоскости. Измеряют на чугунной или бетонной плите с двумя жесткими подставками для вала в виде призм или подшипников и подставкой (штатив) для автоколлиматора. При измерениях коленчатый вал укладывают на вторую и предпоследнюю коренные шейки и таким образом создаются условия для его свободного провисания.
На шейки вала поочередно устанавливают горизонтально по уровню зеркальную марку, перекрестия которой сопоставляют с перекрестиями окуляра автоколлиматора, установленного на плите. Горизонтальные ветви перекрестий совмещают вращением вертикального лимба автоколлиматора и фиксируют (записывают) его показания, по которым подсчитывают несоосность (провисание) шеек вала (смежных) и общий прогиб вала.
При укладке коленчатых валов в крышки коренных опор устанавливают бесканавочные вкладыши. В блок устанавливают вкладыши прежней конструкции. При этом вкладыши устанавливают только в крышки нижнего вала, так как они не имеют отверстий для подвода масла к шейкам вала.
Перед укладкой коленчатого вала подбирают по толщине вкладыши так, чтобы ступенчатость опор вала не превышала установленных норм. Затем проворачивают нижний (или верхний - при укладке нижнего) коленчатый вал до совпадения меток на зубчатых колесах вертикальной передачи. Комплект блочных (рамовых) вкладышей коренных подшипников (кроме упорного) укладывают в постели бугелей блока по клеймам. Рабочие поверхности вкладышей протирают чистой салфеткой и смазывают дизельным маслом. Вал укладывают на вкладыши так, чтобы совпали метки на зубьях колес верхней части вертикальной передачи и привода топливных насосов. Закатывают упорный подшипник, ставят крышки коренных подшипников с верхними вкладышами и закрепляют гайки коренных шпилек до совпадения меток. Проворачивая вал, устанавливают кривошипы в положения, удобные для сочленения с шатунами, и собирают шатунные подшипники.
Методы и технология ремонта коленчатых валов и их подшипников дизеля Д100
При текущем ремонте ТР-1 выполняют работы, предусмотренные для ТО-3, и, кроме того, делают следующее.
Замеряют щупом суммарные зазоры «на масло» в коренных подшипниках верхнего и нижнего коленчатых валов, а также зазор "в усах". Зазор "на масло" должен быть не более 0,40 мм, а зазор "в усах" - не более 0,25 мм. При больших зазорах соответствующие коренные подшипники разбирают для замены вкладышей. Проверяют провисание нижнего коленчатого вала. Для коренных шеек с 1-й по 7-ю оно не должно превышать 0,05 мм, а для 8- 10-й не должно отличаться более чем на 0,05 мм от значения, указанного в формуляре дизеля при последнем текущем ремонте ТР-3, заводском ремонте или последней переукладке вала. При несоответствии провисания требованиям вынимают рабочие вкладыши соответствующих коренных подшипников и измеряют их толщину, а также проверяют соосность валов якоря тягового генератора и дизеля. Соосность валов дизеля и якоря тягового генератора проверяют через один ТР-1 и при нормальном провисании нижнего коленчатого вала. Проверку выполняют с помощью индикаторного приспособления, ножку которого упирают в ведомый диск муфты. При повороте коленчатого вала через каждые 90° контролируют толщину пакета муфты. Отклонение по индикатору не должно превышать 0,15 мм на полный поворот коленчатого вала.
При текущем ремонте ТР-2 выполняют работы, предусмотренные для ТР-1, и, кроме того, делают следующее. Щупом измеряют суммарные зазоры "на масло" и определяют их разность в коренных подшипниках верхнего и нижнего коленчатых валов, кроме 8- 10-го подшипников нижнего вала. Разность зазоров между рабочими вкладышами и шейками у всех опор верхнего коленчатого вала не должна превышать 0,1 мм, а у нижнего коленчатого вала должна быть не больше допускаемого зазора "на масло".
Разбирают шатунные подшипники коленчатых валов и проверяют их состояние. Разбирают коренные подшипники верхнего коленчатого вала для осмотра и определения ступенчатости, под которой понимают наибольшую разность между толщиной вкладышей одной градации в средней их части (подробно изложено ниже при рассмотрении работ при ТР-3). У рабочих (крышечных) вкладышей ступенчатость должна быть не более 0,05 мм по несмежным и 0,03 мм по смежным опорам.
Демонтируют верхний коленчатый вал. Измеряют износ нерабочего вкладыша 12-го коренного подшипник этого вала. При износе более 0,05 мм вкладыш заменяют.
Вынимают все рабочие вкладыши нижнего коленчатого вала, если у разобранных 4, 8, 10 и 12-го коренных подшипников износ рабочих вкладышей превышает 0,06 мм или ступенчатость составляет более 0,05 мм. Нерабочие (блочные) вкладыши вынимают в случае необходимости. Проверяют прилегание (отсутствие провисания) коренных шеек нижнего коленчатого вала дизеля к рабочим вкладышам, кроме 8-10-го подшипников.
При текущем ремонте ТР-3 разборке деталей коренных подшипников предшествует проверка зазоров. Для этого снимают люки кузова тепловоза. Демонтируют верхнюю крышку блока, крышку отсека управления так, чтобы не допустить повреждения прокладок и крышки смотровых люков нижнего коленчатого вала. Снимают трубки подвода масла к коренным подшипникам верхнего коленчатого вала и их уплотнительные кольца. Отверстия масляного коллектора закрывают заглушками, поставив их на шпильки крепления трубок.
Проверяют осевой разбег коленчатого вала в упорном подшипнике путем измерения или определения при помощи щупа зазора между буртом подшипника и щекой вала. Перед измерением осевого разбега вала проверяют зазор между буртами вкладыша и крышкой или постелью блока (на обе стороны), который должен быть 0,078-0,120 мм. Для измерения осевого разбега вала его сдвигают в сторону генератора, прикрепляют специальное приспособление к картеру или блоку, а в щеку вала упирают стержень индикатора. Отклонение стрелки индикатора при сдвиге вала в противоположную сторону подзывает величину осевого разбега вала, который должен быть 0,1 0,50 мм.
При помощи щупа измеряют чину суммарных зазоров "на масло"" коренных подшипников верхнего инижнего коленчатых валов и разность этих зазоров отдельно для каждого вала. Зазор замеряют с двух сторон подшипников в точках, расположенных в вертикальной плоскости, проходящей через ось коленчатого вала. Зазор "в усах" замеряется на расстоянии 12 мм вверх и вниз от горизонтальной плоскости, проходящей через ось коленчатого вала (плоскости разъема).
Для измерения суммарного зазора "на масло" в коренном подшипнике шатунную шейку коленчатого вала устанавливают сначала в нижнюю (внешнюю), а затем в верхнюю (внутреннюю) мертвые точки. Поворот коленчатого вала производят при помощи специального электропривода к валоповоротному механизму дизеля. Под суммарным зазором "на масло" понимается сумма двух зазоров - между шейкой вала и блочным вкладышем (зазор А) и между шейкой и крышечным вкладышем (Б). Указанные зазоры измеряют с двух сторон - со стороны генератора и со стороны отсека управления, при этом за фактический зазор А и Б принимают среднее арифметическое результатов произведенных замеров. Например, если зазор между шейкой вала и нерабочим (блочным) вкладышем 9-й опоры нижнего коленчатого вала со стороны генератора равен 0,16 мм, а со стороны отсека управления - 0,20 мм, то зазор А составляет (0,16 + 0,20)/2 = =0,18 мм. Зазор между шейкой вала и рабочим (крышечным) вкладышем со стороны генератора равен 0,08 мм, а со стороны отсека управления - 0,06 мм. Значит зазор Б составляет 0,07 мм. Тогда суммарный зазор "на масло" в подшипнике 9-й опоры нижнего вала (А + Б) равен 0,18 + 0,07 = 0,25 мм. Разность суммарных зазоров "на масло" у подшипников всех опор отдельно верхнего и нижнего коленчатых валов не должна превышать 0,10 мм. Щупом замеряют зазор "в усах", который должен быть 0,12-0,25 мм.
"Провисание вала" проверяют путем измерения щупом зазора между шейками нижнего коленчатого вала и рабочими вкладышами у 1-7-й опор. Измерение производят в вертикальной плоскости, при этом шатунная шейка должна находиться в положении, соответствующем внутренней мертвой точке. Зазор между рабочим (крышечным) вкладышем и шейкой коленчатого вала допускается не более 0,05 мм. Для 8-10-й опор нижнего коленчатого вала этот зазор лимитируется суммарным зазором "на масло"; кроме того, необходимо, чтобы между нерабочими (блочными) вкладышами и коренными шейками нижнего вала этих опор зазор составлял не менее 0,03 мм.
Разборка коренных подшипников верхнего коленчатого вала . После снятия крышек люков и трубок производят дополнительную разборку карданного вала привода редуктора охлаждения тягового генератора и демонтаж торсионного вала. Затем при помощи специального электропривода валоповоротного механизма поворачивают валы дизеля так, чтобы 2-я и 9-я шатунные шейки верхнего коленчатого вала оказались и верхнем положении. На торцах спаренных шестерен краской наносят метки их взаимного расположения для сохранения установленной регулировки дизеля. Эти метки ставятся: на шестерне коленчатого вала и спаренных с ней двух промежуточных шестернях привода распределительных валов топливных насосов с одновременной надписью буквы В (вал); на спаренных шестернях кулачковых распределительных валов топливных насосов и промежуточных шестернях с надписью буквы П (привод); на спаренных шестернях верхнего коленчатого вала и верхнего вала вертикальной передачи; на спаренных шестернях нижнего коленчатого вала и нижнего вала вертикальной передачи.
Предварительно отвернув гайки, снимают крышку упорного подшипника вместе с вкладышем. Выпрессовку вкладыша из постели блока производят с помощью специального приспособления (рис. 3), изготовленного из бронзы и устанавливаемого в сверление коленчатого вала так, чтобы головка приспособления не касалась поверхности постели вкладыша в блоке цилиндров. Поворачивая коленчатый вал при помощи валоповоротного механизма, выводят вкладыш из постели.
Рис. 3. Приспособление для выпрессовки опорного (а) и упорного (б) блочных вкладышей: 1- вал; 2- приспособление

Затем снимают крышки опорных подшипников вместе с вкладышами. Для отворачивания гаек крепления крышек подшипников используют пневмогайковерт или специальные ключи с двенадцатигранным зевом (рис.
4) Крепежные детали подшипников (болт-гайка, шпилька-гайка) спарены и имеют метки окончательной затяжки в виде рисок или кернов. Чтобы не перепутать детали этих пар, снятые болты или шпильки хранят вместе с навернутыми на них гайками.
Для снятия крышек шатунов верхнего коленчатого вала укрепляют на шатуне трос подъемного приспособления, отворачивают гайки и вынимают шатунные болты, снимают крышку подшипника с вкладышем и опускают поршень с шатуном в цилиндр. Для того чтобы поршень с шатуном не могли упасть в цилиндр, их выставляют на опорном стержне.
После этого коленчатый вал поворачивают так, чтобы его 2-я и 9-я шатунные шейки оказались в верхнем положении, и, зачалив вал за эти шейки снимают его с дизеля и укладывают на стеллаж. Для предохранения от повреждения и загрязнения предварительно каждую шейку вала закрывают брезентовым чехлом. Вкладыши опорных подшипников вынимают из постелей блока и укладывают на стеллаж. Все детали коренных подшипников, снятые с дизеля, промывают в ванне с керосином и продувают сжатым воздухом. Измеряют толщину всех вкладышей с точностью до 0,01 мм и записывают в карту измерений. Измерение толщины вкладышей производят микрометром со сферической пяткой в средней части с двух сторон по одной образующей на расстоянии 20 мм от боковых поверхностей, а для упорных подшипников - на расстоянии 30 мм от торцов.
Аналогично производят разборку и обмер подшипников нижнего коленчатого вала.
Рис. 4. Ключи для разборки и сборки коренных подшипников:
1 - ключ для силовой затяжки гаек коренных подшипников верхнего коленчатого вала; 2 - ключ для предварительного заворачивания гаек коренных подшипников; 3 - ключ для силовой затяжки гаек коренных подшипников нижнего коленчатого вала; 4 - труба

Демонтированные болты, гайки и шпильки подвергают тщательному осмотру. При наличии сорванной резьбы, крупных забоин на ней, волосовин или плен болты и шпильки заменяют комплектно вместе с гайками. Болты крепления крышек подшипников нижнего коленчатого вала проверяют магнитным дефектоскопом и в случае обнаружения трещин заменяют вместе с гайками. Смятую опорную поверхность гайки зачищают шабером и проверяют ее прилегание к крышке по краске. При затяжке болтов или шпилек допускаются не более двух разрывов отпечатка по окружности длиной не более 3 мм каждый. В случае зачистки опорных поверхностей гаек, болтов или крышек подшипников метки окончательной затяжки ставят заново.
Демонтированные или новые вкладыши коренных подшипников опускают на 3-5 мин в масло, нагретое до температуры 50-80 °С, затем протирают насухо чистой безворсовой салфеткой и покрывают меловым раствором. После высыхания раствора вкладыш обстукивают деревянным молотком по тыльной части. Дребезжащий звук указывает на отставание баббита, а потемнение мела из-за выступившего масла - на наличие трещин.
Вкладыши подлежат замене при: наличии трещин в бронзе независимо от места расположения; отслаивании баббитовой заливки, коррозии рабочей части, независимо от величины участка, коррозии нерабочей части, затронувшей более 20 % ее поверхности, выкрашивании более 5 % баббитовой заливки; наличии круговых задиров на поверхности баббитовой заливки глубиной более 0,5 мм и шириной более 3 мм; повышенном зазоре "на масло". Вкладыши, не имеющие вышеуказанных дефектов, обмеряют при помощи микрометра.
Натяг вкладышей подшипников коленчатого вала проверяют по возвышению над постелью. О потере вкладышем натяга можно судить по внешним признакам. К числу таких признаков относят гладкую без следов механической обработки поверхность торцов в плоскости разъема, наличие у кромок торцов мелких острых заусенцев, а также искажение формы отверстий под штифт.
Натяг вкладышей проверяют на стенде, а если его в депо нет, - непосредственно в собственных подшипниковых гнездах, т. е. в корпусе коренного подшипника дизеля. Для этой цели вкладыши устанавливают в постель. Между крышкой и постелью блока ставят металлические прокладки одинаковой толщины (обычно из фольги) с прорезью для прохода болта или шпильки. Суммарная толщина двух прокладок должна равняться минимально допустимому натягу вкладышей - 0,16 мм. Заворачивают гайки крепления крышки подшипника до меток окончательной затяжки. Натяг вкладышей считается достаточным, если при постукивании медным молотком по торцу не происходит продольное перемещение вкладыша относительно постели, и, кроме того, щуп толщиной 0,03 мм не проходит в плоскости разъема вкладышей и корпуса подшипника. Щуп может входить между вкладышами и постелями корпуса подшипника на глубину не более 15 мм.
В случае потери натяга разрешается его восстанавливать нанесением пленки эластомера ГЭН-150(В) на затылочную часть нерабочих вкладышей.
Вкладыши, имеющие выкрашивание баббита менее чем на 10 % поверхности, восстанавливают наплавкой оловом или свинцовистым припоем в такой последовательности. Поврежденную поверхность баббитовой заливки зачищают шабером, обезжиривают горячим 10 %-ным водным раствором каустической соды и промывают в горячей (70-80 °С), а затем в холодной воде. Поврежденную поверхность лудят, протирают чистой салфеткой и наносят на нее слой чистого олова или свинцовистого припоя. После этого наплавленное место обрабатывают шабером заподлицо с основным слоем баббитовой заливки. Окончательную пришабровку производят по краске по эталону или по шейке коленчатого вала. После шабровки на 1 см² баббитовой заливки должно приходиться не менее двух пятен от краски. После шабровки и заглаживания гладилкой разностенность вкладышей в любой точке рабочей поверхности должна быть не более 0,02 мм. Отремонтированные вкладыши применяют только в качестве нерабочих.
При ремонте опорно-упорных вкладышей выполняют операции, указанные выше и дополнительно проверяют состояние упорных выступов. При изломе упорных выступов или увеличенном зазоре между буртами упорного вкладыша и боковыми поверхностями постелей блока и крышки вкладышей вкладыши подлежат замене.
Износ буртов вкладышей, определяемый при разборке подшипников по разбегу коленчатого вала, устраняют наплавкой боковых поверхностей буртов оловом или баббитом Б83. Наплавленные поверхности обрабатывают на станке до необходимой ширины вкладышей, обеспечивающей продольный разбег коленчатого вала в упорном подшипнике 0,12-0,50 мм. При этом площадь прилегания торцов вкладышей к соответствующим поверхностям коленчатого вала должна быть не менее 60 % этих поверхностей. Бурты вкладышей одного подшипника должны отличаться по толщине не более чем на 0,02 мм.
Ремонт крышек коренных подшипников начинают с их протирки и осмотра. Дребезжащий звук при легком обстукивании молотком указывает на наличие трещин в крышке. Такая крышка подлежит замене. Допускается оставлять без исправления крышки, имеющие не более пяти поперечных рисок глубиной до 1 мм и шириной до 2 мм, а также задир глубиной до 2 мм. При помощи специального эталона выявляют коробление крышки. Прилегание крышки к эталону, проверяемое по окраске должно быть равномерным, площадь прилегания должна составлять не менее 75 % поверхности постели крышки. Незначительное коробление устраняют шабровкой постели, а если это невозможно, крышку заменяют.
При помощи щупа и эталона контролируют овальность и конусность крышки, которые должны быть неболее 0,05 мм. Если овальность и конусность более 0,05 мм, но не более 0,10 мм, постель крышки подшабривают. Если же они превышают 0,10 мм, то разрешается крышку сторцевать в плоскости разъема на необходимую величину, а постель крышки подшабрить так, чтобы при проверке по краске площадь прилегания была не менее 75 % поверхности постели.
Плотность посадки крышки в блоке цилиндров при разборке определяют путем обмера. Крышка подшипника должна сидеть на каблучках блока цилиндров по наружному размеру 382 мм (размер "382") с натягом 0,03-0,10 мм, а по внутреннему размеру 62 мм (размер "62") - с натягом 0,01-0,04 мм. При необходимости плотность посадки крышки восстанавливают электродуговой наплавкой (с соблюдением условий, предотвращающих коробление крышки) с последующей обработкой и подгонкой по каблучкам блока цилиндров.
При замене крышек их подгоняют по блоку индивидуально, а гнезда подшипников растачивают с одной установки. При подгонке, являющейся ответственной и трудоемкой операцией, демонтируют коленчатый вал и все вкладыши коренных подшипников, а в гнезда подшипников укладывают фальшвал длиной на три опоры, диаметром 242_о,оз мм. Первоначально проверяют места соединения блока с крышкой при помощи приспособления (рис. 5). За исходную принимают поверхность Б обоих замков постели. Прилегание к ней проверяют по краске, оно должно быть равномерным и занимать не менее 80 % площади. При необходимости производят шабровку поверхности Б. Непараллельность поверхностей А и В определяют измерением микрометром каждого замка блока по размеру "62" со стороны генератора и со стороны отсека управления. Разность двух замеров не должна превышать 0,01 мм. Для проверки неперпендикулярности поверхности В к поверхности Б вплотную к ней на блок устанавливают угольник 5 и щупом измеряют зазор между поверхностью Б и угольником. Так же проверяют неперпендикулярность поверхности А. Измеренный щупом зазор, показывающий неперпендикулярность, должен быть не более 0,03 мм на длине 60 мм.
Рис. 5. Приспособление для проверки места соединения блока с крышкой:
1 - приспособление для измерения фактического размера "382"; 2 - контрольный калибр на размер 382 мм; 3 - приспособление для измерения фактического размера "62"; 4 - калибр на размер 62 мм; 5 - угольник; 6 - индикатор.

Для калибра 62 ±0,005
Выявленные при проверке отклонения от указанных допусков непараллельности и неперпендикулярности устраняют шабровкой только поверхностей А и В, не нарушая поверхности Б.
Спомощью приспособлений 1 и 3 измеряют фактические размеры "382" и "62" блока. Перед измерением стрелку индикатора 6" устанавливают с натягом на "О" соответственно по калибрам 2 и 4. Подгонку крышки по замкам начинают с поверхности В для обеспечения требуемого натяга 0,03-0,10 мм по фактическому размеру "382" блока. После этого обрабатывают поверхность А так, чтобы по размеру "62" каждого замка был обеспечен натяг 0,01-0,04 мм. После подгонки крышки по замкам ее закрепляют и проверяют свободность вращения технологического вала (фальшвала) в гнездах подшипников. Зазор между крышкой и технологическим валом не должен превышать 0,03 мм на дуге 90°. При большем зазоре производят торцовку крышки в плоскости разъема.
На вновь устанавливаемую крышку переносят клейма и метки, которые имелись на замененной крышке, которое должно быть не менее 75 %. Затем производят затяжку гаек в определенной последовательности.
Шейки коленчатого вала протирают чистой салфеткой и подвергают тщательному осмотру. Допускается оставлять на поверхности коренных и шатунных шеек до двух забоин общей площадью 200 мм". Площадь одной из забоин не должна превышать 100 мм", а глубина - 2 мм. Острые кромки и края забоин необходимо закруглить и заполировать. На поверхности шеек допускаются круговые риски глубиной до 0,1 мм.
Шейки коленчатого вала проверяют ультразвуковым дефектоскопом. Коленчатые валы, имеющие трещины любого размера, независимо от места их расположения подлежат замене. Радиальный износ шеек замеряют микрометрической скобой в восьми точках через каждые 45°. Овальность шеек определяют по результатам тех же замеров, произведенных в вертикальной и горизонтальной плоскостях. Овальность шеек коленчатого вала не должна превышать 0,06 мм. Результаты измерений записывают в карту измерений.
Сборка коренных подшипников . При комплектовании подшипников коленчатого вала необходимо обеспечивать: минимальную ступенчатость рабочих вкладышей; нормальные зазоры "на масло" с минимальной разницей этих зазоров в подшипниках одного вала; максимальную площадь контакта между вкладышами и гнездами подшипников, поскольку при недостаточном прилегании резковозрастают давления на отдельные участки рабочих вкладышей; плотную с нормальным натягом посадку вкладышей в постелях, что гарантирует работу подшипников без проворота вкладышей; нормальный (установленный) осевой разбег коленчатого вала в опорно-упорном подшипнике.
До начала сборки необходимо проверить плотность посадки крышек коренных подшипников, которая должна соответствовать установленным нормам. В случае замены вкладышей коренных подшипников следует определить их ступенчатость, т. е. наибольшую разность между их толщинами в средней части для вкладышей одной градации. Увеличение толщины вкладышей под ремонтные размеры должно производиться только за счет увеличения толщины тела (бронзы) вкладыша, при этом толщина баббитовой заливки должна быть (0,5±0,2) мм.
В случае замены единичных рабочих вкладышей коренных подшипников верхнего и нижнего коленчатых валов по причине выкрашивания баббитовой заливки толщина вновь устанавливаемого вкладыша должна равняться фактической толщине заменяемого. Если же фактическую толщину заменяемого вкладыша установить не представляется возможным, то толщина вновь устанавливаемого вкладыша должна равняться средней толщине двух соседних, а для 1-го подшипника - двух рядом расположенных вкладышей. При этом ступенчатость указанных трех подшипников должна быть не более 0,05 мм. Толщина рабочего вкладыша 12-й опоры нижнего коленчатого вала должна быть больше толщины рабочего вкладыша 11-й опоры на 0,03 мм.
Если вкладыши заменяются для устранения чрезмерного зазора "на масло", недопустимой разности этих зазоров или "провисания", необходимо разобрать соседние подшипники для проверки ступенчатости рабочих вкладышей.
В случае замены рабочего вкладыша 12-го коренного подшипника нижнего вала необходимо после этого проверить соосность вала якоря тягового генератора с коленчатым валом путем измерения толщины диска муфты в одном и том же месте при повороте его на 360°. При этом разность между полученными значениями толщины диска должна быть не более 0,15 мм. В случае повторного выхода из строя вкладышей одной и той же опоры необходимо проверить овальность данной шейки коленчатого вала.
Подгонку вкладышей по шейкам вала производят путем шабровки баббитовой заливки. Во всех случаях подгонки вкладышей шабровку производят таким образом, чтобы на 1 см 2 баббитовой поверхности приходилось не менее двух пятен от краски или светлячков, когда шабровочные работы ведутся без применения краски. После шабровочных работ баббитовую поверхность вкладышей выравнивают гладилкой.
Перед началом сборки подшипников поверхность расточек опор верхнего коленчатого вала и тыльные поверхности ранее подобранных вкладышей протирают чистыми безворсовыми салфетками. Блочные вкладыши опорных подшипников устанавливают на свои опоры и их рабочие поверхности покрывают тонким слоем дизельного масла. Коренные и шатунные шейки верхнего коленчатого вала протирают чистой безворсовой салфеткой, продувают сжатым воздухом масляные каналы и покрывают шейки тонким слоем дизельного масла.
Верхний коленчатый вал зачаливают за 2-ю и 9-ю шатунные шейки, поднимают краном и укладывают на блочные вкладыши. Установка вала должна производиться так, чтобы совпали метки спаренности шестерен, нанесенные при разборке дизеля. Поверхностные расточки крышек подшипников верхнего коленчатого вала и тыльные поверхности ранее подобранных крышечных (рабочих) вкладышей протирают безворсовой салфеткой и устанавливают вкладыши в крышки, после чего рабочую поверхность вкладышей смазывают тонким слоем дизельного масла.
В соответствии с метками спаренности крышки с вкладышами устанавливают на свои места, предварительно продув смазочные отверстия сжатым воздухом.
Затем наворачивают и крепят гайки и ставят шплинты. Затяжку гаек крепления крышек выполняют в три-четыре приема, производя поочередно затяжку обеих гаек подшипника до совпадения меток, нанесенных керном на торце гаек и шпилек.
Поворачивают верхний коленчатый вал при помощи валоповоротного механизма и с помощью приспособления (см. рис. 3), вставленного в сверление коленчатого вала, устанавливают блочный вкладыш упорного подшипника на шейку вала. Поворачивая вал, заводят вкладыш в ложе блока цилиндров и демонтируют приспособление, после чего монтируют крышку со вкладышем упорного подшипника, предварительно протертую и смазанную дизельным маслом. Затем наворачивают и крепят гайки и ставят шплинты. Проворачивают верхний коленчатый вал, который должен вращаться свободно, без заеданий и прихватывания.
Аналогично производится подборка по толщине и монтаж вкладышей нижнего коленчатого вала.
Техника безопасности
Снятый с двигателя коленчатый вал тщательно промойте, выверните пробки масляных каналов шатунных шеек и очистите внутренние масляные полости. Продуйте их сжатым воздухом. Осмотрите состояние коренных и шатунных шеек коленчатого вала на отсутствие грубых рисок, натиров, следов прихвата или повышенного износа, а также состояние резьбы во фланце для болтов крепления маховика - она не должна быть деформирована; проверьте, нет ли трещин на фланце коленчатого вала, у резьбовых отверстий.
Проверьте сохранность резьбы под гайку крепления шкива генератора.
При нормальном состоянии коленчатого вала по результатам осмотра его годность к дальнейшей эксплуатации определяется замером коренных и шатунных шеек.
Произведите замеры шеек коленчатого вала в двух взаимоперпендикулярных плоскостях по двум поясам на расстоянии 1/4 общей длины шеек. Полученные размеры сопоставьте с размерами коренных и шатунных подшипников. Если зазоры в коренных и шатунных подшипниках не более 0,12 мм, а овальность и конусность шеек не превышает 0,01 мм (овальность и конусность шеек нового коленчатого вала не более 0,005 мм), коленчатый вал может быть оставлен для дальнейшей эксплуатации со старыми подшипниками. 0 критериях замены вкладышей шатунных подшипников сказано ниже. Если зазоры в коренных и шатунных подшипниках близки к предельно допустимым, но размеры шеек не менее: коренных 49,974 мм, шатунных - 44,974 мм, коленчатый вал может быть оставлен для дальнейшей эксплуатации с новыми коренными и шатунными подшипниками. При первой смене коренных и шатунных подшипников обычно устанавливают подшипники номинального размера. При износе коренных шеек коленчатого вала до размера менее 49,974 мм, шатунных шеек - до размера 44,974 мм или при существенных дефектах по визуальному осмотру коленчатый вал подлежит замене или ремонту.
Список использованной литературы
1. Лугинин. Н. Г. Технология ремонта тепловозов, М.: «Транспорт», 1972.
2. Механизация и автоматизация технического обслуживания и ремонта подвижного состава. В. Я. Алтухов, А. Ф. Трофименко., М.: «Транспорт», 1989.
3. Ремонт тепловозов. Под. ред. Я. А. Норкин, И. Н. Вождаев., М.: Министерство путей и сообщения, 1962.
4. Справочник по ремонту тепловозов. И. Г. Кокошинский, Л. В. Клименко, М.: «Транспорт», 1976.
5. Технология ремонта тепловозов. Под. ред. В.П. Иванова, М.: «Транспорт», 1987.
6. Технология ремонта тягового подвижного состава. В. М. Находкин, Р. Г. Черепашенец, М.: «Транспорт», 1998.
7. Тепловозы. А.А. Пойда, Н. М. Хуторянский, М.: «Транспорт», 1988.
Коленвал - это один из главных элементов двигателя. Он является частью кривошипно-шатунного механизма. Она имеет сложное устройство. Что собой представляет данный механизм? Давайте рассмотрим.
Устройство и назначение
Воспринимает усилия от поршня и преобразует их в механическую энергию. На этот механизм воздействуют силы вращения. Работает он постоянно под высокой нагрузкой. Поэтому, чтобы деталь не вышла преждевременно из строя, коленчатые валы изготавливают из качественных, высокопрочных чугунных сплавов. Затем все детали закаляются током высокой частоты. Различают валы с двойным противовесом или вовсе без противовеса. Располагается колневал двигателя непосредственно в корпусе мотора. Что касается конструкции, то она в целом зависит от двигателя. Несмотря на некоторые различия, в конструкциях есть очень много общего. Коленвал - это комплекс из нескольких деталей. В качестве опоры для этой конструкции используются коренные шейки - чаще встречаются модели с четырьмя шейками, но также есть и трехопорные. В шестицилиндровых моторах установлены валы, где таких опор 7. Для того чтобы коленчатый вал был уравновешен, применяют противовесы. Если цилиндры имеют небольшой диаметр, тогда используют одинарные противовесы. За счет этих деталей обеспечивается максимально плавная работа силового агрегата.
Вспомогательные механизмы
Итак, зная, для чего предназначен коленвал двигателя и какие силы воздействуют на него во время работы, можно понять, почему сопряжения между щеками и шатунными шейками немного закруглены. Это позволяет предотвратить преждевременные разрушения.  Между щек расположена шатунная рейка. Механики, которые обслуживают двигатели, называют ее «коленом». Она предназначена для того, чтобы обеспечивалось равномерное воспламенение, чтобы работа двигателя была максимально уравновешенной, чтобы на вал действовали минимальные крутильные и изгибающие силы. Коленвал это - деталь, работающая при высоких оборотах. Вращение шатунов и самого вала на опорах обеспечивается за счет Установлены упорные элементы на крайней или средней коренной шейке. В задачи этого подшипника входит предотвращение осевых смещений и перемещение механизма.
Между щек расположена шатунная рейка. Механики, которые обслуживают двигатели, называют ее «коленом». Она предназначена для того, чтобы обеспечивалось равномерное воспламенение, чтобы работа двигателя была максимально уравновешенной, чтобы на вал действовали минимальные крутильные и изгибающие силы. Коленвал это - деталь, работающая при высоких оборотах. Вращение шатунов и самого вала на опорах обеспечивается за счет Установлены упорные элементы на крайней или средней коренной шейке. В задачи этого подшипника входит предотвращение осевых смещений и перемещение механизма.  Если учесть, сколько деталей должны слаженно и четко работать в одном механизме, нетрудно сказать, что в процессе производства коленчатый вал тщательно балансируется. Но иногда удается обнаружить и разбалансируемые детали. В продажу такие изделия не поступают.
Если учесть, сколько деталей должны слаженно и четко работать в одном механизме, нетрудно сказать, что в процессе производства коленчатый вал тщательно балансируется. Но иногда удается обнаружить и разбалансируемые детали. В продажу такие изделия не поступают.
Работа коленчатого вала изнутри
Принцип работы в целом простой. Когда поршень максимально удален, щеки и шатун коленчатого вала выстраиваются в одну линию. В этот момент в камерах сгорания воспламеняется топливо и выделяются газы, которые двигают поршень к коленчатому валу. С поршнем движется и шатун, головка которого проворачивает коленчатый вал. Когда последний развернется, шейка шатуна движется вверх и с ней перемещается поршень.
Система смазки
Важную роль играет смазка. Коленвал - это деталь вращения, а значит, он будет испытывать трение.  От общей смазочной магистрали к опорам шеек обеспечен подвод смазки. Затем по каналам в щеках масло попадется и к шейкам шатунов. Смазка значительно повышает износостойкость всех деталей вала.
От общей смазочной магистрали к опорам шеек обеспечен подвод смазки. Затем по каналам в щеках масло попадется и к шейкам шатунов. Смазка значительно повышает износостойкость всех деталей вала.
Неисправности
В силу высоких нагрузок данный механизм выходит из строя. Среди типовых неисправностей можно выделить ускоренный износ шеек. Он связан с проблемами в блоке цилиндров. Также нередко случаются задиры на поверхностях шеек.  Это случается из-за неудовлетворительной циркуляции или отсутствия смазки, либо в связи с нарушением температурных режимов. Царапины на поверхностях шеек можно видеть особенно часто. Необходимо различать просто царапины и трещины, которые образуются вследствие Нередко случаются биения и прогиб детали. Это особенно актуально для двигателей высокооборотистых автомобилей.
Это случается из-за неудовлетворительной циркуляции или отсутствия смазки, либо в связи с нарушением температурных режимов. Царапины на поверхностях шеек можно видеть особенно часто. Необходимо различать просто царапины и трещины, которые образуются вследствие Нередко случаются биения и прогиб детали. Это особенно актуально для двигателей высокооборотистых автомобилей.  Еще одна типовая неисправность - отклонение шеек от их заводского размера. Но это более естественный процесс, чем все остальные. Нужно учитывать, что размеры коленвала имеют допуск не более 0,02 миллиметров. Любое несоответствие устраняется проточкой на специализированном оборудовании.
Еще одна типовая неисправность - отклонение шеек от их заводского размера. Но это более естественный процесс, чем все остальные. Нужно учитывать, что размеры коленвала имеют допуск не более 0,02 миллиметров. Любое несоответствие устраняется проточкой на специализированном оборудовании.
Как выполнить замену?
Конечно, при некоторых видах неисправностей можно обойтись ремонтом - шлифовкой либо проточкой. Но иногда восстановить вал не получается. В таком случае можно заменить старый механизм на новый. Кстати, в двигателе это наиболее дорогая составляющая. Особенно в дизельных силовых агрегатах. Прежде чем будет выполнена замена коленвала, проверяются осевые люфты. Это упростит подбор осевых вкладышей. Необходимо найти метки на вкладыше и блоке цилиндров. Они указывают направление установки крышек коренных подшипников. Все детали, которые мешают демонтировать вал, необходимо также снять. В руководствах по ремонту процесс демонтажа описывается по-разному, так как есть 8-ми и 16-клапанные двигатели, с рядной или V-образной системой расположения цилиндров. Затем необходимо установить новый коленчатый вал на место старого - нужно строго соблюдать инструкции производителя автомобиля и не перепутать положение коленвала. Ввиду высокой ответственности все работы нужно производить в специализированном сервисе.
Прежде чем будет выполнена замена коленвала, проверяются осевые люфты. Это упростит подбор осевых вкладышей. Необходимо найти метки на вкладыше и блоке цилиндров. Они указывают направление установки крышек коренных подшипников. Все детали, которые мешают демонтировать вал, необходимо также снять. В руководствах по ремонту процесс демонтажа описывается по-разному, так как есть 8-ми и 16-клапанные двигатели, с рядной или V-образной системой расположения цилиндров. Затем необходимо установить новый коленчатый вал на место старого - нужно строго соблюдать инструкции производителя автомобиля и не перепутать положение коленвала. Ввиду высокой ответственности все работы нужно производить в специализированном сервисе.
Итак, мы выяснили устройство, назначение и принцип работы коленчатого вала автомобиля.
Рис. Коленчатый вал двигателя V6
Коленчатый вал воспринимает усилия, передаваемые от поршней шатуном , и преобразует их в крутящий момент . Поэтому коленчатый вал должен быть прочным и жестким.
В качестве материала для коленчатого вала используют высокопрочный чугун и сталь. Чугунные валы изготавливают методом литья, а стальные - методом ковки. Рабочие поверхности коренных и шатунных шеек коленчатого вала подвергают упрочнению с помощью термической обработки и последующей шлифовке.
Коленчатый вал состоит из нескольких коренных шеек, соединенных щеками с шатунными шейками. Щеки коленчатого вала продолжаются в противоположном от шейки направлении, образуя противовесы . В некоторых двигателях грузовых автомобилей используют съемные противовесы, которые крепятся к коленчатому валу болтами. Коренные шейки всегда больше в диаметре, чем шатунные. Коленчатый вал будет более жестким, если коренные и шатунные шейки перекрывают друг друга при взгляде с торца вала. Очевидно, что намного легче добиться перекрытия шеек в [[Короткоходный двигатель
|короткоходном двигателе]]. Если по обеим сторонам от шатунной шейки расположены коренные шейки, коленчатый вал является полноопорным
. В противном случае он неполноопорный
и поэтому должен быть более жестким, а следовательно, более массивным, чтобы воспринимать значительные изгибающие и закручивающие усилия. Поэтому в современных двигателях в основном применяются полноопорные валы. В настоящее время редко применяют разборные коленчатые валы, хотя такая конструкция вала дает возможность применять шатуны с неразъемной нижней головкой. Переход от шейки к щеке является опасным с точки зрения концентрации напряжений, и поэтому его выполняют по радиусу. Такая конструкция уменьшает возможность появления трещин и последующего усталостного излома.
В качестве коренных и шатунных подшипников скольжения в настоящее время применяют разъемные, тонкостенные вкладыши
. Вкладыши изготавливают из стальной ленты с нанесенным на нее слоем антифрикционного сплава. Для того чтобы установленные вкладыши не проворачивались в опорах коленчатого вала и головках шатунов, они имеют выступ, с помощью которого фиксируются в соответствующих канавках. Для предохранения коленчатого вала от осевых перемещений используются упорные подшипники скольжения.
Внутри коленчатого вала, в щеках и шейках коленчатого вала просверлены отверстия для прохода масла. Подшипники коленчатого вала подвергаются значительным нагрузкам, и даже кратковременная работа двигателя без масла приводит к его выходу из строя, поэтому к шейкам коленчатого вала масло подается постоянно под давлением.
К заднему концу коленчатого вала крепится маховик
. Маховик служит для уменьшения неравномерности работы двигателя, запасая энергию при рабочем ходе и отдавая ее при других тактах, а также выводит КШМ из мертвых точек. Маховик представляет собой массивный диск, выполненный из чугуна. На внешнюю цилиндрическую поверхность маховика напрессован зубчатый венец, обеспечивающий проворачивание коленчатого вала при пуске двигателя с помощью электрического стартера. У многоцилиндровых двигателей рабочий ход происходит одновременно в нескольких цилиндрах. У таких двигателей крутящий момент более равномерный и масса маховика может быть уменьшена.

Рис. Двухмассовый маховик двигателя
Каким бы жестким ни был коленчатый вал, он подвергается крутильным колебаниям. Крутильные колебания
можно представить как постоянное закручивание с последующим раскручиванием вала, что происходит при работе двигателя с определенной частотой. При совпадении частоты крутильных колебаний с частотой внешних сил может наступить резонанс, который приведет к резкому увеличению нагрузок, действующих на коленчатый вал, и, как следствие, к его поломке. Излом коленчатых валов (обычно в месте соединения щеки с коренной шейкой) был частой причиной выхода из строя двигателей старых конструкций. Современные коленчатые валы имеют высокую жесткость, и резонансные частоты находятся за пределами возможных частот вращения валов этих двигателей. Тем не менее в конструкции двигателей часто применяют гасители крутильных колебаний
, которые снижают до нужного уровня виброактивность коленчатого вала. Наиболее распространенный способ: разделить шкив или диск, установленный на коленчатом вале, на внутреннюю и наружную части и соединить их упругим материалом, который поглощает вибрации за счет внутреннего трения.
Сейчас все большее распространение получают двухмассовые маховики, которые успешно выполняют функцию гасителя крутильных колебаний.
Прогресс в системах управления может внести дополнительные изменения в конструкцию двигателей. Сегодня разработаны новые тороидные стартер-генераторы, которые не только мгновенно и бесшумно пускают двигатель, но и дают возможность за счет электронного управления гасить всевозможные колебания и вибрации, а также обеспечивают возможность работы двигателя при экстремальных нагрузках.