ГОСНИТИ разработаны технологические процессы и комплекты оснастки для восстановления блоков цилиндров тракторных двигателей СМД-14, СМД-60, Д-50, Д-240, Д-65, А-41, ЯМЭ-238НБ, ЯМЗ-240Б. Технологическими процессами предусмотрено устранение всех дефектов в соответствии с техническими требованиями на капитальный ремонт двигателей. Разработанная оснастка позволяет качественно восстанавливать блоки цилиндров, обеспечивая повышенный послеремонтный ресурс двигателей. Эта технология широко внедрена на ремонтных предприятиях Госкомсельхозтехники. На рисунке 46 приведена схема технологического процесса восстановления блоков цилиндров, который расчленен на ряд взаимосвязанных маршрутов. Маршрут I - основной и на схеме показан сплошной линией, остальные маршруты показаны пунктирными линиями. Ниже подробно рассмотрены современные способы устранения основных дефектов блоков цилиндров.
Устранение трещин и пробоин. Наибольшее распространение при устранении трещин и пробоин блоков цилиндров получили сварочные процессы. Для сварочных процессов разработано и изготовлено необходимое оборудование, обеспечивающее качественное выполнение работ по заварке трещин и пробоин. Заваривать трещины и пробоины блоков цилиндров можно как при холодном, так и горячем процессах. В последние годы широкое применение получила на ремонтных предприятиях холодная сварка чугунных блоков цилиндров самозащитной проволокой ПАНЧ-11, позволяющей с высоким качеством ремонтировать трещины, пробоины, сколы и другие дефекты .
Хорошие результаты при холодной заварке трещин, особенно в перемычках между цилиндрами, дает полуавтоматическая сварка в среде аргона А проволокой МНЖКТ-5-1-02-02.
Сварное соединение высокого качества при холодной сварке блоков цилиндров получают, применяя специальные железоникелевые электроды марки МНЧ-2, медно-железные электроды ОЗЧ-2.
Холодную сварку чугунных блоков цилиндров можно производить комбинированным способом, когда с целью экономии дорогостоящих материалов и получения сварного шва требуемого качества используют электроды различных марок. При этом первый слой на кромках трещины наносят проволокой ПАНЧ-11 или МНЧ-2, а последующие слои - стальными электродами ЦЧ-4, ЦЧ-ЗА, УОНИ-13/45.
Рис. 46. Схема маршрутов технологического процесса восстановления блоков цилиндров
Для устранения дефектов блоков цилиндров можно применять^ также горячую сварку при нагреве детали до 600… 700 °С, применяя в качестве присадочного материала чугунные прутки марки А. Трещины и другие дефекты блоков цилиндров можно устранять-пайко-сваркой, используя различные припои. При заварке трещин в алюминиевых блоках цилиндров применяют аргонно-дуговую^ сварку. При отсутствии специальных сварочных материалов сваривать чугунные блоки цилиндров можно стальными электродам» методом наложения отжигающих валиков. Подготовка к сварке, режимы, оборудование, материалы для холодной и горячей сварки чугунных и алюминиевых деталей приведены были ранее (см. стр. 10).
Трещины в блоках цилиндров могут быть устранены с помощью фигурных вставок. Технология ремонта трещин фигурными вставками подробно изложена ранее.
Весьма эффективно проводить ремонт ГБЦ , в том числе устранять трещины, технологией газодинамического напыления металлов ДИМЕТ, использование которой не приводит к нагреву поверхности свыше 150 градусов.
Зачастую заваренная трещина или пробоина не имеет достаточной герметичности. Для создания герметичности применяют по- ‘ лимер-ные составы, приготовленные на основе эпоксидных смол. Применение герметизирующих полимерных материалов необходимо также при ремонте трещин фигурными вставками.
Трещины и пробоины в мейее ответственных местах блоков цилиндров могут быть устранены путем применения эпоксидных составов.
Технология ремонта трещин и пробоин в корпусных деталях с применением полимерных материалов подробно рассмотрена ранее (см. стр. 64).
Восстановление гнезд коренных подшипников. Наиболее простой способ восстановления изношенных поверхностей под вкладыши коренных подшипников блоков цилиндров - растачивание этих поверхностей и использование вкладышей ремонтного (увеличенного) размера.
Блоки, имеющие диаметр отверстий под вкладыши 97,93… …98,06 мм, для двигателей типа СМД (СМД-14, СМД-14А, СМД-14Б, СМД-14К, СМД-14Н, СМД-15К, СМД-15КФ, СМД-12Б, СМД-17К, СМД-18) и 80,93… 81,06 мм для двигателей Д-50, Д-50Л, Д-240 и несоосность коренных опор более 0,07 мм, направляют на расточку коренных опор под вкладыши с увеличенным наружным диаметром. Для растачивания опор под вкладыши коренных подшипников в большинстве случаев на ремонтных предприятиях применяют расточные станки типа РД.
Блок цилиндров устанавливают на плоскость разъема с поддоном, т. е. так же, как и при изготовлении. Однако использовать заводские базовые отверстия в блоке для установки его на станке невозможно, так как они в процессе изготовления блоков были смяты и деформированы. В связи с этим устанавливают блоки в горизонтальной плоскости на станке относительно борштанги специальными быстродействующими индикаторными устройствами с точностью до 0,02 мм.
Для центровки блока цилиндров относительно оси борштанги расточного станка два измерителя устанавливают в пазы на концах борштанги и закрепляют. При повороте борштанги на 180° индикаторы обоих измерителей покажут удвоенное значение смещения осей крайних отверстий блока относительно оси борштанги з горизонтальной плоскости. Перемещая блок цилиндров на опорах станка, необходимо добиться одинаковых показаний каждого из индикаторов в левом и правом горизонтальных положениях в пределах ±0,03 мм, после чего блок закрепляют и снимают измерители.
Обрабатывают опоры блока цилиндров под вкладыши ремонтного размера при 200… 250 об/мин борштанги и подаче 0,08 мм/об,до диаметров согласно следующим данным (допуск для всех 4-0,02 мм).
Овальность и конусность коренных опор не должны превышать 0,02 мм. Шероховатость расточенных поверхностей отверстий должна быть не более Ra= 1,25 …0,63 мкм. После растачивания блоки направляют на промывку масляных каналов с целью удаления стружки.
При отсутствии вкладышей ремонтного размера опоры восстанавливают путем фрезерования плоскостей разъема крышек коренных подшипников на 0,3… 0,4 мм и последующего растачивания до нормального размера при условии сохранения допустимого размера расстояния от оси отверстия опор до верхней плоскости блока цилиндров. Для фрезерования плоскостей разъема комплект крышек устанавливают в приспособление и на станке типа 6М12П фрезеруют опорные поверхности крышек под гайки «как чисто». Затем переставляют крышки в приспособлении плоскостью разъема вверх (рис. 47), фрезеруют их, выдержав размер Н (рис. 48). Для блоков цилиндров двигателей Д-50 и Д-240 размер Н должен быть не менее 72 мм, двигателя СМД-14 -не менее 98 мм, двигателя СМД-60 - не менее 109 мм. Паз под усик вкладыша углубляют фрезой. Крышки с обработанными плоскостями разъема устанавливают на блок, закрепляют и растачивают до нормального размера. Установку блока цилиндров в горизонтальной плоскости производят аналогично описанной ранее при растачивании коренных опор под вкладыши ремонтных размеров. В вертикальной плоскости блок цилиндров устанавливают после контроля расстояния от плоскости прилегания головки до верхней точки отверстия под вкладыши коренных подшипников индикаторным приспособлением. Растачивание отверстий с переносом оси в глубь цилиндров допускается при размерах А и В (рис. 49).
Обычно ремонтируемые блоки цилиндров имеют по этим параметрам припуски в пределах 0,1… 0,15 мм. В этом случае блок устанавливают на станке с заниженным расположением оси опор ло отношению к оси борштанги, что обеспечивает припуск для расточки в верхней полуокружности опоры (кроме боковых участ-жов). Растачивают отверстия на станках типа РД резцами ВК6М при режимах: частота вращения борштанги-180 об/мин, подала - 0,05 мм/об, глубина резания - 0,2 мм.
ГОСНИТИ разработаны технологический процесс и оборудование для восстановления изношенных гнезд коренных подшипников ‘блоков цилиндров с диаметром отверстий 95 мм и более электро-:контактной приваркой стальной ленты с последующим растачиванием приваренного слоя до номинального размера. Для приварки применяют ленту из стали 20, допускается также применение лен-«хы из стали 10.
Технологический процесс приварки заключается в следующем. Изношенные гнезда растачивают до диаметра, превышающего номинальный на 1 мм. Из стальной ленты толщиной 1 мм изготавливают две заготовки шириной, равной ширине гнезда, и длиной L = где?) - диаметр расточенного гнезда. Заготовкам придают форму, идентичную форме коренной опоры. Затем заготовки вставляют в отверстия коренных опор. При этом заготовки должны полностью огибать поверхности отверстий без нахлеста в месте стыка, с зазором не более 0,5 мм. После установки ленты приварку начинают на расстоянии 5… 10 мм от места стыка ленты и продолжают в сторону, противоположную стыку, делая полный оборот сварочной головки с перекрытием 5… 10 мм. Скользящие токопередающие контакты, изготовленные из бронзы БрХ диаметром 50 …60 мм, смазывают графито-касторовой смазкой (25… …30% графита П марки А и 70 …75% технического касторового масла первого сорта).
Режимы сварки в зависимости от марки чугуна рекомендуются следующие: сила сварочного тока 6,5… 8,5 кА; длительность импульса сварочного тока 0,14…0,24 с; пауза между сварочными импульсами 0,04… 0,1 с; скорость сварки 0,5… 1 м/мин; усилие сжатия 1800…2500 Н; ширина рабочей части ролика 6…8 мм. Обрабатывают приваренный слой на расточных станках борштангой в три прохода. Черновое растачивание производят твердосплавными пластинками типа ВК-4. Получистовое и чистовое растачивание ведут резцами с пластинками, изготовленными из эльбора-Р или гексанита-Р. Заключительная операция механической обработки приваренного слоя - хонингование.
При наличии повреждений отдельных гнезд коренных подшипников ремонту подвергаются только они. В этом случае поврежденное гнездо растачивают и полуокружность в блоке наплавляют электродуговой или газовой наплавкой. Чаще всего применяют газовую наплавку латунью Л-63.
Наплавленный слой меди или латуни хорошо обрабатывается лезвийным инструментом, но его твердость ниже твердости чугуна. Наплавка латуни на поверхность детали без ее подогрева может привести к образованию трещин, поэтому поверхность вблизи изношенной опоры подогревают газовой горелкой до 500… 700 °С. Наплавленные опоры растачивают до нормального размера борштан-гой с одним резцом. При этом необходимо предварительно обработать плоскости разъема крышек. При несоосности опор коренных подшипников более допустимых пределов, но не более 0,07 мм для двигателя СМД-14 и его модификаций, а также двигателей Д-50, Д-240 и отсутствии других дефектов коренные вкладыши (новые или бывшие в употреблении) устанавливают в опоры и растачивают по антифрикционному слою под размеры имеющихся коленчатых валов. Вкладыши нужно растачивать в тех блоках, которые имеют размеры отверстий под вкладыши не более допустимых без ремонта.
Перед растачиванием вкладыши промывают дизельным топливом при температуре 70… 80 °С в течение 5 мин. Вкладыши на мойку должны направляться парами в комплекте для одного двигателя. Эти пары - верхние и нижние вкладыши - не должны рас-комплектовываться. Вкладыши, бывшие в употреблении, предназначенные для растачивания, не должны иметь смятых установочных выступов, износов и задиров на наружной поверхности. На антифрикционном слое не допускаются задиры и риски глубиной более 0,3 мм.
Для растачивания вкладышей могут быть использованы модер-. низированные станки РД или другие станки, обеспечивающие необходимую точность. Модернизированные станки РД выпускаются с редуктором, обеспечивающим частоту вращения шпинделя 250 об/мин для растачивания чугуна и 1200 об/мин для растачивания антифрикционного слоя. При растачивании вкладышей в блоках несоосность осей коренных опор и борштанг допускается не более 0,03 мм. Растачивают вкладыши при 1000… 1200 об/мин борштанги и подаче 0,025 мм/об. Перед расточкой вкладышей гайки у двигателей СМД и болты у двигателей Д-50 крышек коренных подшипников затягивают с моментом 2,0… 2,2 Н-м. Овальность и конусность расточенных вкладышей не должна превышать 0,02 мм. Шероховатость поверхности расточенных вкладышей должна быть не более i?a=0,63… 0,32 мкм. После растачивания толщина слоя антифрикционного сплава должна быть не менее 0,3 мм. На внутренней расточенной поверхности допускается кольцевая риска шириной и глубиной до 0,3 мм. Блоки в сборе с расточенными вкладышами промываются для удаления стружки.
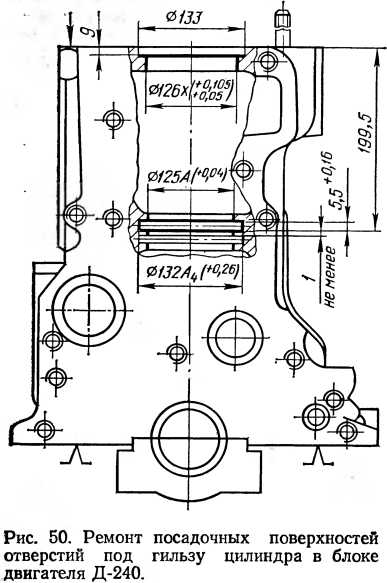
Восстановление поверхностей отверстий под гильзы цилиндров. При глубине кавитационных раковин до 1,5 мм на нижних посадочных поясках в отверстиях под гильзы цилиндров протачивают вторую канавку выше или ниже первоначальной под стандартное резиновое уплотнительное кольцо (рис. 50). При этом блок цилиндров устанавливают на столе радиально-сверлильного станка и с помощью расточного приспособления растачивают канавку.
Приспособление с утопленными резцами вводят в гнездо под гильзу и закрепляют гайками;на двух шпильках блока. К приводной головке приспособления подводят оправку, установленную конусом в шпинделе станка. Выдвигают резцы путем легкого притормаживания маховика, втягивающего конусный разжим в резцовой головке. Ход маховика ограничен закрепленной на резьбе контргайкой. Скорость вращения шпинделя станка - не более 30 об/мин. Для устранения овальности посадочных отверстий под гильзы цилиндров применяют комбинированную развертку, устанавливаемую в обрабатываемые гнезда заходной частью и имеющую привод как от шпинделя радиальносверлильного станка 2Н55, так и ручной при тонком слое снимаемого металла.
Обрабатывают верхнее и нижнее отверстия одновременно. Неравномерный износ торцевой поверхности гнезда под бурт гильзы, достигающий более 0,05 мм, устраняют на станке 2Н55 с помощью самоустанавливающейся по оси отверстия зенковки с регулируемым концевым упором. Припуск на обработку принимают, как правило, 0,2 мм. Под гильзу на обработанный торец устанавливают металлическое кольцо. Износ посадочных отверстий в блоке под нижний поясок гильзы и имеющиеся кавитационные раковины глубинои более 2 мм устраняют.путем растачивания на вертикальном алмазно-расточном станке 278Н нижнего посадочного пояска и запрессовки металлического кольца с готовой канавкой под уплотнение. С этой целью резцовую голов/ку станка с помощью центрирующего приспособления устанавливают соосно с верхним посадочным пояском, после чего приспособление снимают, резцовую головку опускают до уровня нижнего пояска и выполняют расточку гнезда. В пояске остается перемычка толщиной 5 мм для упора металлического кольца при его запрессовке. Растачивают при 250 об/мин шпинделя и подаче 0,08 мм/об. Затем в перемычке прорезают паз с двух противоположных сторон для установки кольца.

Рис. 51. Блок цилиндров двигателя Д-240 с запрессованным кольцом в нижнее посадочное отверстие.
Наружную поверхность кольца и поверхность гнезда дважды обезжиривают техническим ацетоном. После обезжиривания наносят тонким слоем на поверхность гнезда эпоксидный состав и запрессовывают кольцо до упора в бурт (рис. 51). Для вклеивания ремонтного кольца состав на основе эпоксидной смолы готовят по следующей рецептуре (в весовых частях) : эпоксидная смола ЭД-6 или ЭД-16- 100, дибутилфталат - 15, полиэтиленполиамин- 10. В отремонтированное гнездо блока цилиндров устанавливают гильзу и проводят отвердевание эпоксидного состава. После этого гильзу и резиновое уплотнительное кольцо извлекают, зачищают поверхность посадочного места от наплывов эпоксидного состава шлифовальным кругом на машине типа ШР-06.
Восстановление резьбовых соединений. Поврежденные или изношенные резьбовые отверстия восстанавливают установкой резьбовых спиральных вставок. Технология восстановления резьбовых отверстий с применением резьбовых спиральных вставок изложена в главе 6 первого раздела.
При наличии изломанных болтов и шпилек место излома зачищают заподлицо с поверхностью блока. В центре облома сверлят отверстие диаметром (согласно таблице 27) на всю длину облома. Затем забивают экстрактор в высверленное отверстие соответствующего номера, на экстрактор надевают специальную гайку и вывинчивают обломок из резьбового отверстия. После удаления обломанной части шпильки или болта резьба «прогоняется» соответствующим метчиком. При повреждении резьбы устанавливают резьбовую спиральную вставку.
Изношенные втулки распределительного вала заменяют новыми с последующим развертыванием до нормального размера.
Контроль восстановленных блоков цилиндров. Опорную поверхность под бурт гильзы проверяют с помощью приспособления для контроля выточки под гильзу. Разница замеров глубины гнезда в четырех точках должна -быть не более 0,05 мм.
Размеры, овальность и конусность отверстий под гильзы цилиндров, втулки распределительного вала, коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют нутромером.
Соосность коренных опор блоков цилиндров и блоков цилиндров в сборе с вкладышами контролируют приспособлением КИ-4862.
Шероховатость обработанных поверхностей контролируют с помощью образцов шероховатости. Размеры и другие параметры восстановленных блоков цилиндров должны соответствовать установленным требованиям (см. табл. 25).
Дипломная
Производство и промышленные технологии
В настоящее время происходит разукрупнение автомобильных заводов поскольку в условиях современного рынка большие площади и дороговизна энергоресурсов делают такие предприятия нерентабельными и убыточными. Анализ существующей организации труда на объекте проектирования...
А также другие работы, которые могут Вас заинтересовать |
|||
| 17229. | ОСНОВЫ ПРОЕКТИРОВАНИЯ РЕЛЯЦИОННЫХ БД | 120.5 KB | |
| Лекция №8 ОСНОВЫ проектирования реляционных БД При проектировании базы данных решаются две основные проблемы. Проблема логического проектирования баз данных. Каким образом отобразить объекты предметной области в абстрактные объекты модели данных чтобы эт... | |||
| 17230. | НОРМАЛЬНЫЕ ФОРМЫ БОЛЕЕ ВЫСОКИХ ПОРЯДКОВ | 69.5 KB | |
| Лекция № 9 Нормальные формы более высоких порядков Для большинства практических задач вполне достаточно 3НФ чтобы проектировать вполне работоспособные БД. При приведении БД к 3НФ неявно предполагалось что все отношения содержат один потенциальный ключ. Это не | |||
| 17231. | Организация баз данных. Основы построения представлений и триггеров в СУБД SQL Server | 744 KB | |
| Лабораторная работа № 1. Тема: Организация баз данных. Основы построения представлений и триггеров в СУБД SQL Server. Цель работы: Изучение логической архитектуры сервера и клиента СУБД SQL Server возможностей создания модификация и выполнение запросов построение и испо... | |||
| 17232. | Создания хранимых процедур и функций с использованием средства СУБД SQL Server и языковых конструкций Transact-SQL | 79.5 KB | |
| Лабораторная работа № 2. Создания хранимых процедур и функций с использованием средства СУБД SQL Server и языковых конструкций TransactSQL. Цель работы Изучение возможностей программирования элементов поддержки БД под управлением СУБД SQL Server. Задание на лабораторн | |||
| 17233. | Использование языка манипулирования данными Transact-SQL для создания курсоров | 89.5 KB | |
| Лабораторная работа № 3. Использование языка манипулирования данными TransactSQL для создания курсоров Цель работы Изучение возможностей программирования элементов поддержки БД под управлением курсоров. Задание на лабораторную работу Ознакомиться с метод | |||
| 17234. | Параллельная обработка транзакций | 104.5 KB | |
| Лабораторная работа № 5 Параллельная обработка транзакций Цель работы Изучение возможностей параллельной обработки данных в SQL Server и приемов подключения приложений к серверу с использованием ODBC. Изучение действия блокировок накладываемых сервером. Задание | |||
| 17235. | Общее представление об информационной системе | 68 KB | |
| Лекция №1 Общее представление об информационной системе Под информационной системой ИС понимается организованная совокупность технических и обеспечивающих средств технологических процессов и кадров. В зависимости от конкретной области применения информацио | |||
| 17236. | Организация СУБД | 51 KB | |
| Лекция №2 Организация СУБД Для увеличения эффективности обработки данных повышения надежности их хранения обеспечения качественной поддержки целостности и согласованности а также наличие единого для соответствующей модели данных подхода к обработке и манипул... | |||
| 17237. | Компоненты СУБД MS SQL Server | 93 KB | |
| Лекция №3 Компоненты СУБД MS SQL Server SQL Server реализуется в виде нескольких самостоятельных служб каждая из которых отвечает за выполнение определенного круга задач: MSSQLServer; SQLServerAgent; Microsoft Search MSSearch; Microsoft Distributed Transaction Coordinator MS DTС. MSSQLServer Основное яд... | |||
ГОУ ВПО «Новосибирский Педагогический Университет»
Факультет Технологии и Предпринимательства
Пояснительная записка
к
КУРСОВОМУ ПРОЕКТУ
по
дисциплине
«ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ В СЕРВИСЕ»
Тема: «Технологический процесс восстановления головок блока цилиндров»
Руководитель
Булаев Е.А.
Выполнил
студент гр. С-3 Мищенков А.А.
Дата
выдачи на проверку___________________
Оценка
____
Новосибирск
2011г.
Содержание
1.
Введение
………………………………………………… ………………..3
2.
Операции,
наиболее часто применяемые
в комплексном ремонте
головки блока цилиндров
……………………………………………………. ....3
2.1
Восстановление плоскости алюминиевых
или чугунных головок ….4
2.2
Восстановление изношенных направляющих
втулок накаткой ….....5
2.3
Замена
втулок
………………………………………………………...…5
2.4
Обработка седла клапана ……………………………………………....5
2.5
Замена седла …………………………………………………………….7
2.6
Ремонт постелей распределительного вала
в головке блока………...8
2.7
Заварка трещин………………………………………………………….8
3.
Выбор
и обоснование способов
ремонта
………………………………..9
3.1
Характеристика дефектов……………………………………………..10
3.2
Выбор способов восстановления детали……………………………..10
4
. Технологический
процесс восстановления
…………………………….12
4.1
Разработка схемы технологического процесса
восстановления детали……………………………………………………………… ……………12
4.2
Разработка плана технологических операций
восстановления детали……………………………………………………………… ……………12
5.
Охрана труда и техника
безопасности
…………………………………13
5.1
Инструкция по охране труда и технике
безопасности………………14
Литература…………………………………………………… ………………...19
- Введение
За границей наблюдается совсем иная картина. Например, на финском ремонтном предприятии Tammer Diesel OY участок ремонта головок - один из самых загруженных. В Венгрии на фирме Szakal-met-al также всерьез восстанавливают головки блока. Даже поддерживают приличный обменный фонд. И занимаются они ремонтом головок, уж поверьте, не от бедности. Просто в Европе требования к качеству отремонтированных моторов выше, чем у нас «в среднем по стране», и экологические нормы там на порядок строже.
Учитывая отечественную специфику, можно отметить, что комплексное восстановление головок блока - дело для нас очень перспективное. Поэтому хотелось бы выделить и подробно рассмотреть операции, наиболее часто применяемые в комплексном ремонте головок.
- Операции,
наиболее часто применяемые
в комплексном
ремонте головки
блока цилиндров.
Основные дефекты головок цилиндров: коробление привалочной плоскости, износ клапанных гнезд, направляющих втулок клапанов и отверстий под втулки, трещины и пробоины, износ или повреждение резьбовых отверстий. Головку блока цилиндров выбраковывают при трещинах, проходящих через отверстие шпильки крепления головки или через отверстия под направляющие втулки, при износе головки цилиндров по высоте до значения, выходящего за пределы допустимого.
Деформация головки блока чаще всего наступает из-за местного или общего перегрева. Но в результате накопленных механических и термических напряжений может деформироваться и нормально работавшая головка. Поэтому при каждом снятии с мотора головку блока следует обязательно проверять на плоскостность. Сильную деформацию позволяет выявить проверка лекальной линейкой. Более точные результаты обеспечивают притирочная плита или обкатка индикатором.
2.1 Восстановление плоскости алюминиевых или чугунных головок выполняется на фрезерном станке инструментом с одним резцом на высоких оборотах. Определенную сложность представляет обработка головок предкамерных дизелей. Предкамеры выполнены из жаропрочной стали, имеют высокую твердость и трудно обрабатываются. В таких случаях обычно используют специализированный станок. Обработка на нем ведется не резцом, а абразивными секторами с охлаждающей жидкостью, что дает хорошие результаты. Очень важно наличие поворотного стола. Это удобно при восстановлении сложных головок и при обработке привалочной плоскости коллекторов.
2.2 Восстановление изношенных направляющих втулок накаткой - известный метод, и о нем писали достаточно много. Например, инструментом Neway или Sunnen можно накатать внутри направляющей втулки клапана спиральную канавку, «уменьшив» тем самым диаметр, а затем развернуть в номинальный размер и фактически «обновить» направляющую втулку без ее замены. Но такая технология малоэффективна при больших износах или когда направляющие выполнены из твердых материалов.
2.3 Замена втулок - это более радикальная мера. Но перепрессовывать их нужно крайне аккуратно. Перед запрессовкой необходимо убедиться, что посадочные отверстия обеспечивают необходимый натяг и не имеют задиров и повреждений. Втулки запрессовывают «на горячую», предварительно подогрев головку до температуры около 200°С. Облегчает работу охлаждение втулок сухим льдом или охлаждающим спреем Freze 75. После запрессовки отверстия втулок обрабатывают разверткой, чтобы обеспечить требуемый зазор со стержнем клапана.
2.4 Обработка седла клапана - один из наиболее важных этапов ремонта. Правильная геометрия седла, как известно, обеспечивает надежное уплотнение камеры сгорания, хороший отвод тепла от тарелки клапана, что исключает перегрев клапана и увеличивает срок службы маслосъемных колпачков. Точная обработка рабочей фаски седла и ограничивающих фасок обеспечивает максимальный ресурс сопряжения «седло-клапан». Обеспечить эти требования традиционной притиркой невозможно.
В условиях небольших мастерских седла обычно правят ручным инструментом, например, твердосплавными зенкерами отечественного производства или американскими фрезами Neway.
Отечественные зенкеры просты и недороги, их при необходимости можно многократно затачивать, но они не дают достаточной точности и чистоты, и потому не позволяют исключить притирку. Кроме того, зенкеры не регулируются по диаметру, а существующие «жигулевские» и «волговские» готовые ремонтные комплекты не всегда устраивают.
Инструмент Neway более универсален и при соответствующем навыке дает неплохую точность. Резцы Neway имеют несколько режущих кромок и могут регулироваться по диаметру седла. Правда, такой инструмент значительно дороже, стоимость одной фрезы в среднем 80-100 долларов.
И все же наилучшую концентричность фасок и максимальную точность обеспечивает специализированное оборудование. Например, уже имеющийся на ряде ремонтных предприятий американский станок для обработки головок VGS20 фирмы Sunnen.
Обработка седла на таком специализированном станке ведется фасонным твердосплавным резцом. Это обеспечивает высокую производительность и позволяет создавать точный, а не упрощенный, как в случае работы ручным инструментом, профиль седла. Так, на многих современных моторах применяются радиусные ограничивающие фаски, а в моторах спортивного назначения часто применяют полностью радиусное седло. Станок же позволяет обеспечить любой сложный профиль с высокой точностью.
Еще одна важная особенность спецстанков - это возможность обрабатывать все седла на одинаковую глубину. Можно также проконтролировать, а при необходимости - исправить взаимное расположение осей направляющих втулок клапанов. Вручную это сделать невозможно.
Обработка седла на станке обеспечивает высокую чистоту и позволяет обойтись без притирки. Значит, избавляет от лишней операции и исключает «втирание» абразивных зерен в материал седла и тарелки клапана, значительно снижающее ресурс деталей.
2.5 Замена седла - одна из главных изюминок серьезного ремонта головок. Эта операция позволяет вернуть к жизни, казалось бы, безнадежно загубленные головки. Согласитесь, приятно предложить клиенту выбор: заплатить от 600 долларов за новую головку или за 400-500 руб. просто поменять седло на старой.
Аналогичную операцию приходится выполнять и при форсировании двигателей, например, для спортивных соревнований. В этом случае требуется увеличить диаметры каналов в головке блока, а затем установить новые седла большего диаметра.
Старое седло удаляется специальной резцовой головкой, которая легко выставляется на размер с помощью простого приспособления. Вся операция по удалению седла занимает 5-7 минут. Новые седла поставляются в запчасти готовыми или в виде заготовок. Например, импортные заготовки обходятся в 5-6 долларов. Вытачивая седла самостоятельно, мы получаем возможность заменять седла даже в случае повреждения посадочного места. Для алюминиевых головок блока при замене седла обеспечивается натяг 0,10-0,12 мм. Новое седло запрессовывается «на горячую» и затем профильным резцом обрабатываются фаски седла.
К сожалению, отечественная промышленность не выпускает специальных «головочных» станков. Из импортных, кроме Sunnen , наиболее известны станки Serdi , AMC , Berco . И если научиться (а это не так трудно, как кажется) значительную часть оснастки к подобному станку делать самостоятельно, то есть надежда, что в будущем удастся освоить выпуск упрощенного варианта «головочного» станка, к примеру, на базе обычного координатно-расточного.
2.6 Ремонт постелей распределительного вала в головке блока - тоже очень важная операция при ремонте двигателя. Подшипники распредвала у изрядно походивших моторов оказываются изношены и нередко имеют задиры - ведь масло до распредвала, расположенного в верхней части двигателя, доходит, как известно, в последнюю очередь. Проблему можно решить с помощью специализированного горизонтально-хонинговального станка, если «занизить» крышки подшипников на 0,1-0,3 мм по плоскости разъема, после чего обработать постели хонингованием в номинальный размер.
2.7 Заварка трещин остается отдельной и весьма «деликатной» областью ремонта головок блока. Высокие термические деформации, наличие легирующих элементов и вспенивание металла сварного шва могут привести к образованию скрытых дефектов. Поэтому после сварки головка блока обязательно должна быть испытана на герметичность под давлением. (см. рис. 3. Проверка герметичности головки цилиндров на приспособлении А. 60334).
Таковы вкратце основные операции при ремонте головок блока. Это тот необходимый минимум, который должно обеспечивать ремонтное предприятие, выполняющее так называемый «серийный» ремонт. Но и индивидуальный мастер или владелец автомобиля, решивший отремонтировать двигатель самостоятельно, должны уделить головке блока самое серьезное внимание.
- Выбор
и обоснование
способов ремонта
использования необходимо выбрать один, применение которого технически возможно и экономически наиболее целесообразно. Выбор эффективного способа восстановления деталей является важной задачей совершенствования организации ремонтного производства. На выбор способа ремонта (восстановления) деталей оказывает влияние: эксплуатационные (характер дефекта и величина износа); конструктивные(материал, размер, форма, масса детали); технологические(точность обработки, вид обработки, точность); производственные(концентрация и специализация производства, обеспеченность оборудованием); экономические(себестоимость, дефицитность материалов, долговечность работы восстановленных деталей).
Выбор способа устранения дефектов производится на основе критериев (критерий-признак, на основании которого производится оценка, возможность применения), разработанных В.А.Шадричевым и уточненных М.А.Масино.
По критериям применяемости и долговечности применяются способы ремонта для устранения указанных дефектов, и производится расчет.
3.1 Характеристика дефектов
Таблица 1 Технические условия на дефектацию и сортировку детали
Таблица
2 Причины возникновения дефектов
- Выбор
способов восстановления
детали
| Обозначение способов ремонта деталей | Обоснование выбора способов ремонта | |||
| Дефект № 1 | Дефект № 2 | |||
| Обозначение | Обоснование | Обозначение | Обоснование | |
| РР
ДРД
ПД РЭС РГС АДС НДФ НУГ ВДН П Н Х Ж ПМ |
-
-
- - - + - - - - - - - + |
не целесообр.
Не целесообр.
Не технолог. Не технолог. Не технолог. технолог. Не целесообр. Не целесообр. Не целесообр. Не технолог. Не технолог. Не технолог Не технолог технолог. |
+
+
- - - - - - - - - - - - |
технолог.
технолог.
не технолог. Не технолог. Не технолог. Не технолог. Не целесооб. Не целесооб. Не целесооб. Не технолог. Не целесооб. Не целесооб. Не целесооб. Не технолог. |
Примечание:
РР
– обработка под ремонтный
размер;
ДРД
– постановка дополнительной ремонтной
детали;
ПД
– пластическое деформирование;
РЭС
– ручная электродуговая сварка;
РГС
– ручная газовая сварка;
АДС
– аргонно-дуговая сварка;
НДФ
– наплавка под слоем флюса;
НУГ
– наплавка в среде углекислого
газа;
ВДН
– вибродуговая наплавка;
П
- пайка;
Н
– напыление
Х
– хромирование;
Ж
– железнение (осталивание);
ПМ
– применение полимерных материалов.
Таблица
4 Выбор способа восстановления детали
по критериям долговечности и экономичности
- Технологический
процесс восстановления
Таблица
5 Схема технологического процесса восстановления
детали
| Наименование
дефектов
|
Способы
устранения
дефектов |
№
операции
|
Наименование
и содержание
операции |
Установоч-
ная базы
|
| 1 Трещина в рубашке охлаждения | ПМ | 005
010 015 |
Подготовительная
Зачистить
под углом 70*
Обезжирить Нанесение эпоксидной композиции |
Тески |
| 2 Износ отверстия под направляющие втулки клапанов | РР | 020
025 030 035
|
Слесарная
Выпрессовать
старые втулки
Сверлильная Слесарная Сверлильная |
Торцевая поверхность
То же То же
|
4.2 Разработка плана технологических операций восстановления детали
Таблица
6 План технологических операций восстановления
детали
| №
опера-
ции |
Наименование
и содержание
операции |
Оборудование | Приспособ
ление
|
Инструмент | |
| Рабочий | Измери-
тельный
|
||||
| 005 | Подготовительная
Зачистить
под углом 70*
|
|
|||
| 010 | Обезжирить | Ванны для обезжиривания. | |||
| 015 | Нанесение эпоксидной композиции | Установка для нанесения полимерных композиций | пресс форма | эпоксидный состав | Линейка |
| 020 | Слесарная
Выпрессовать
старые втулки
|
Подставка | Оправки | ||
| 025 | Сверлильная
Расточить
отверстие под ремонтный размер
|
Алмазно-расточной станок 278 | 3-х
кулачков.
в центре |
Эльборовый резец | Нутромер индикаторный НИ-50 |
| 030 | Слесарная
Запрессовать
и раздать новые втулки
|
Гидравлический
пресс
П-6326
|
Подставка | Оправки | |
| 035 | Сверлильная
Развернуть
втулки до номинального размера
|
Вертикально-
сверлильный
станок 2А150 |
Кондуктор | Цилиндри-
ческая
машинная развертка Р18 |
Предель-
ная пробка
Ш38-0,02 0,06 |
5 Охрана труда и техника безопасности
Таблица
7 Факторы, обеспечивающие безопасность
условий труда
| Наименование | Единицы | Контролируемые | Периодичность |
| измерения | параметры | контроля | |
| 1 Вентиляция | кратность | 5ч6 | 4 раза в год |
| 2 Температуру | |||
| Летом | 0С | 21-23 | Ежедневно |
| Зимой | 0С | 17-19 | Ежедневно |
| 3 Влажность | |||
| Летом | % | 40ч60 | Раз в месяц |
| Зимой | % | 40ч60 | Раз в месяц |
| 4 Скорость движении | м/с | 0.3 | Раз в месяц |
| воздуха | |||
| 5 Шум | дб | до 85 | 4 раза в год |
| 6 Освещение | |||
| Общее | лк | 200 | Ежедневно |
| Комбинированное | лк | 300 | Ежедневно |
| 7 Содержание | |||
| вредных веществ на | |||
| рабочем месте | |||
| Пыль | Н2/м3 | 6 | Раз в месяц |
| Азотаокислы | Н2/м3 | 5 | Раз в месяц |
| Бензин | Н2/м3 | 100 | Раз в месяц |
5.1
Инструкция по охране
труда и технике безопасности
Значительное
число несчастных случаев при
механической обработке деталей
происходит из-за отсутствия ограждений,
применения неисправных инструментов
и приспособлений, а так же от
поражения металлической стружкой,
электрическим током и по другим причинам.
В целях предотвращения травм соблюдают
следующие условия.
Металлообрабатывающие
станки необходимо располагать так,
чтобы не было встречных и перекрещивающихся
грузопотоков, а вращающиеся части
станков не стесняли проходов к двери.
Расстояние между станками выдерживают
не менее 1м, а между станками, стеной и
колоннами не менее 0,5 м. При этом учитывают
максимальный вылет подвижных стволов,
ползунов и других выдвижных частей станков,
а также место для площадок под заготовки,
готовые детали, инструмент и материалы.
Проходы и проезды устраивают так, чтобы
между используемым транспортом и границей
рабочей зоны были разрывы 0,2м.
и т.д.................
Изобретение относится к машиностроению, конкретно к восстановлению двигателей. После разделки образовавшейся трещины, выходящей в канал системы охлаждения, в канал запрессовывают втулку, перекрывающую трещину. Используют металлическую втулку из материала с коэффициентом линейного расширения, близким или равным коэффициенту линейного расширения материала головки. Получаемый технический результат: низкая себестоимость восстановления, не требуется дополнительной доработки, после восстановления головка блока цилиндров устойчива к перегреву. 1 табл., 2 ил.
Изобретение относится к области машиностроения, конкретно к восстановлению головки блока цилиндров двигателей внутреннего сгорания.
При возникновении больших перепадов температур при эксплуатации двигателей в стенках головки блока цилиндров могут возникать дефекты. Такая картина характерна для перемычек между седлами клапанов и между седлами и стенкой форкамеры дизелей, особенно при их близком расположении друг к другу.
Недостаточное охлаждение стенки камеры сгорания у некоторых двигателей при определенных условиях приводит к перегреву, короблению, появлению и развитию трещин указанных сечений.
Причиной появления трещин в деталях являются в первую очередь ненормальные условия работы, а именно сильный перегрев, быстрое охлаждение, ударные нагрузки и т.д.
Трещина, возникшая в той или иной детали, редко локализуется, т.е. остается неизменной длительное время.
В большинстве случаев, испытывая циклически нагрузки и циклы нагрева-охлаждения, трещина развивается дальше до поломки детали.
В корпусных деталях типа блока цилиндров и головки блока трещины, как правило, проходят в полость системы охлаждения, соединяя ее с каналами системы смазки, вентиляции картера, цилиндрами, либо с окружающей средой, вызывая течи и/или перемешивание рабочих жидкостей.
В головках блока трещины часто располагаются между седлами клапанов или между седлами клапанов и форкамерой (у дизелей). Установка на двигатель детали с трещиной приводит обычно к его неработоспособности (выводу из строя) сразу после первого запуска или через определенное время.
Известны традиционные виды ремонта рабочих поверхностей деталей с трещиной (шлифование, хонингование) (А.Е. Хрулев. Ремонт двигателей зарубежных автомобилей. М. Издательство "За рулем", 1998 г., стр 225-226) Основными недостатками известных способов являются некачественный ремонт трещин, что приносит убытки ремонтному предприятию, так как деталь с трещиной заведомо неремонтопригодна и требует ее замены.
Основным методом ремонта трещин в головках является сварка (А.Е. Хрулев. Ремонт двигателей зарубежных автомобилей. М. Издательство "За рулем", 1998 г., стр 299).
При этом существенное значение имеет правильная разделка трещины.
Для этого вдоль всей трещины выполняют канавку достаточно большой глубины и такой же ширины. Если трещина расположена около седла клапана, седло следует удалить, например, растачиванием или фрезерованием.
Для чугунных головок наиболее надежным способом ремонта является газовая сварка чугунной проволокой при подогреве всей головки до 700-800 o C.
Трещины в алюминиевой головке обычно завариваются аргонно-дуговой сваркой. Наилучшие результаты получаются при подогреве головки до 200-250 o C с последующей выдержкой и медленным охлаждением вместе с печью.
Основным недостатком этого способа ремонта является плохая свариваемость традиционных материалов головок алюминиевых сплавов (силуминов) и чугунов. Также при устранении трещин сваркой часто требуется обработка базовых поверхностей.
Предлагаемый способ восстановления головки блока цилиндров позволяет получить технический результат, заключающийся в том, что повышается стойкость головки блока цилиндров к большим перепадам температур и к указанным нагрузкам (детонации).
Сущность изобретения заключается в следующем.
Способ восстановления головки блока цилиндров поршневого двигателя внутреннего сгорания, имеющей трещину, выходящую в канал системы охлаждения и расположенную между седлами клапанов, включает разделку трещины и ее устранение.
В головке в зоне трещины сверлят канал, а устранение трещины осуществляют металлической втулкой, которую запрессовывают в указанный канал из условия выхода ее в систему охлаждения и перекрытия трещины, при этом используют металлическую втулку из материала, коэффициент линейного расширения которого близок или равен коэффициенту линейного расширения материала головки.
От наиболее близкого аналога заявленный способ отличается тем, что трещину устраняют путем запрессовывания втулки между седлами клапанов.
Проведенный анализ уровня техники, включающий поиски по патентам и научно-техническим источникам информации, и выявления источников, содержащих сведения об аналогах заявленного изобретения позволил установить, что заявитель не обнаружил источник характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому техническому результату, отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует критерию "новизна".
Изобретательский уровень данного способа определяется тем, что впервые предложен способ восстановления головки блоков цилиндров поршневых двигателей внутреннего сгорания, позволяющий устранять сложный дефект в виде трещин, возникающий между седлами клапанов, что повышает надежность и прочность деталей двигателя, делает их ремонтопрогодными и не требует их замены.
Сущность изобретения поясняется прилагаемыми чертежами, где на фиг. 1 предложена схема осуществления изобретения; на фиг. 2 - разрез по А-А.
Способ осуществляется следующим образом.
Двигатель с повреждением поступает в мастерскую. Берут головку блока цилиндра (ГБЦ) с трещиной между клапанами, удаляют заглушку водяного канала межклапанной перемычки.
Поврежденный водяной канал сверлят сверлом и проходят разверткой. Далее в отверстие с натягом запрессовывают втулку, таким образом, чтобы последняя перекрывала трещину, устанавливают заглушку водяного канала, проверяют ГБЦ под давлением, если восстановление проведено качественно, то поверхность ГБЦ шлифуется по плоскости и головка готова к эксплуатации.
В таблице приведены примеры, по восстановлению ГБЦ двигателей 2LT - Тайота и Мазда типа RF.
Примеры осуществления способа по восстановлению ГБЦ на двигателе 2LT - Тайота и Мазда, на двигателе типа RF.
1. Берется ГБЦ с трещиной между клапанами, удаляется заглушка водяного канала межклапанной перемычки.
6. Устанавливается заглушка водяного канала.
7. Проверяется ГБЦ на наличие утечек и герметичности ремонтной перемычки под давлением.
8. Если обнаружились утечки, повторить под другой 2-ой ремонтный размер.
9. ГБЦ шлифуется по плоскости прилегания к блоку. Максимальный допустимый размер шлифовки 0,2 мм для обоих головок.
Головка блока цилиндров содержит крышку 1 блоков цилиндров, клапана 2, полость трещины 3 между седлами клапанов 2, втулку 4, запрессованную в канал 5 для охлаждающей жидкости.
Металл, из которого изготавливают втулку, должен иметь коэффициент линейного расширения, близкий или равный коэффициенту линейного расширения металла, из которого изготавливают головку.
Предлагаемый способ позволяет получить следующие преимущества.
1. Низкая себестоимость восстановления.
2. Значительно сокращается время восстановления ГБЦ, ремонт можно провести в течение 1 часа.
3. При ремонте не требуется дорогостоящего оборудования.
4. Восстановление осуществляют без выпрессовки клапанов и без сварки трещины.
5. После ремонта не требуется дополнительной притирки клапанов (если до этого они были в норме) и замены маслосъемных колпачков.
6. После восстановления ГБЦ значительно устойчива к перегреву и другим неисправностям системы охлаждения.
Способ восстановления головки блока цилиндров для поршневого двигателя внутреннего сгорания, имеющей трещину, выходящую в канал системы охлаждения и расположенную между седлами клапанов, включающий разделку трещины и ее устранение, отличающийся тем, что в головке в зоне трещины сверлят канал, а устранение трещины осуществляют металлической втулкой, которую запрессовывают в указанный канал из условия выхода ее в систему охлаждения и перекрытия трещины, при этом используют металлическую втулку из материала, коэффициент линейного расширения которого близок или равен коэффициенту линейного расширения материала головки.
Похожие патенты:
Изобретение относится к области ремонта сваркой и может быть использовано при ремонте роликов машин непрерывного литья заготовок, роликов рольгангов горячей прокатки и других деталей металлургического оборудования
Техцентр АМС выполняет следующие работы по ремонту головки блока:
Мойка головок блока цилиндров
Чистая головка блока, это всегда гарантия надежной сборки. Все головки блока, поступающие в ремонт, обязательно проходят стадию мойки горячим щелочным раствором, который способен убрать самую прикипевшую грязь и даже лаковые отложения, и добраться в самые недоступные места. Затем головка блока продувается сжатым воздухом и доставляется в цех ремонта.
Фрезеровка головок блока цилиндров: чугун, алюминий.
Одной из самых распространенных неисправностей головки блока является ее деформация, что обычно связано с перегревом двигателя.
Работы по восстановлению плоскости головки блока мы можем выполнять на вертикально - фрезерном станке.
Опрессовывание головок блока цилиндров.
При любом подозрении на наличие трещин, головка блока подлежит обязательному опрессовыванию. Трещины могут быть вызваны сильным перегревом двигателя или размораживанием, либо аварийной поломкой детали. Но головка конструктивно выполнена довольно сложно, и визуально определить трещину очень трудно. В таких случаях мы выполняем опрессовывание головки блока.
Для этой цели все окна рубашки головки закрываются резиновыми уплотнителями затем сверху накрываются специальной прозрачной плитой и стягиваются болтами, а все патрубки и штуцера закрываются резиновыми пробками. Один патрубок остаётся открытым, через него будет происходить подача воздуха. Затем головка погружается в горячую ванну, температура воды в которой составляет приблизительно 80° C (При такой температуре раскрываются все микротрещины) и, создав давление 0.6-0.7МПа, оставляем головку на 10-15 минут. По наличию пузырьков определяем утечки.
Замер клапанного механизма.
После рассухаривания клапанов, осматриваем все детали и делаем их замеры. По таблице допуска промеряем микрометром в трех поясах стержень клапана, его износ не должен превышать 0.02 мм, осматриваем его тарелку и седло клапана на предмет раковин и микротрещин. Затем осматриваем и промеряем направляющие втулки клапанов. Детали не соответствующие допускам, подлежат выбраковке и замене.
Замена направляющих втулок клапанов.
Производится замер втулок, и дефектные направляющие заменяем новыми. Для этого в термопечи нагреваем головку до 150 градусов и специальной оправкой с направляющей выбиваем старую втулку клапана. Новую направляющую запрессовываем также оправкой только другой формы, предварительно охладив новую направляющую. При этом выдерживаем натяг порядка 0.03-0.07 мм. Если гнездо под направляющую разбито, то запрессовываем ремонтную направляющую, увеличенную по внешнему размеру на 0.1-0.2 мм, предварительно обработав разбитое отверстие на расточном станке.
Правка рабочей фаски седла.
Правка рабочей фаски седла клапана выполняется специальным инструментом с набором сменных резцов. В зависимости от рекомендации производителя резцы имеют разный угол. Они снимают необходимую фаску, выдерживая необходимый профиль кромки, которая нужна для дальнейшей притирки клапана. Обязательным условием здесь является соблюдение соосности отверстия направляющей втулки клапана с седлом (менее 3 мкм), именно поэтому правка седла выполняется только после того, как направляющая втулка будет признанна годной.
Правка и чистка рабочей фаски клапана.
Клапана, подлежащие по результатам измерений, дальнейшей эксплуатации перед притиркой обязательно обрабатываются на предмет восстановления правильной геометрии фаски. Биение фаски относительно стержня клапана не должно превышать 0.05 мм. Правка выполняется на специальном шлифовальном станке.
Притирание клапана.
Притирка клапанов является финишной операцией и, порой, не требуется.
Притирка ведется до появления ровного пояска по всей рабочей поверхности тарелки клапана, с использованием универсальной притирочной пасты. После притирки все клапана проверяются вакуумметром на утечку. По окончании притирки головка промывается и продувается сжатым воздухом, чтобы убрать остатки притирочных паст и абразива.
Регулировка клапанов.
Регулировка клапанов выполняется только специалистами, имеющими навык выполнения этой ответственной операции. Для регулировки используется специальное приспособление с часовым механизмом, позволяющим наиболее точно выдержать все предписанные зазоры.
Замена маслосъемных колпачков.
На отремонтированной головке блока устанавливается новый комплект сальников клапанов. Работы выполняются с использованием специально изготовленного инструмента для снятия, так и оправок для установки новых сальников. Сальник клапана является очень ответственной деталью, от качества которого зависит надежная работа двигателя и гарантированное сгорание топлива без присутствия масла. Устанавливаем только сальники клапанов известных производителей, гарантирующих оптимальный срок эксплуатации.
Замена седла.
Седло клапана, имеющее значительные раковины или просаженное от многократных притирок, подлежит замене. Старое седло демонтируется и устанавливается новое. Данная операция считается ответственной и выполняется мастерами, имеющими многолетний опыт их замены. Новые седла перед установкой погружаются в жидкий азот для охлаждения и затем в охлажденном виде запрессовываются в предварительно разогретую головку блока. Опыт тут имеет решающее значение, так как операция должна проводиться очень быстро, пока действует охлаждающий эффект азота и возможен прихват детали.
Выполненная таким образом замена седла, обеспечивает, гарантию его неподвижности в головке блока и надежность выполненной работы.