













Напишу как пользоваться штихмасом, возможно кому-то интересно. Штихмас в сборе с самой короткой насадкой
вставляется в скобу
Раздвигается до упора в скобе. Скоба служит для калибровки и проверки штихмаса, имеет размер 75мм ровно, выполнена с высоким классом точности. Откручивается гайка микрометрического винта. "0" лимба
микрометрического винта
совмещается с риской на корпусе, т.е. выставляется на "нуль"/калибруется в размер 75,00мм. Закручивается гайка микрометрического винта. Еще раз проверяется "по нулям". Штихмас готов к работе. Измеряется, к примеру, блок цилиндров двигателя ВАЗ 2103. Штихмас вставляется в цилиндр диаметрально, раскручивается до касания, стопорится винтом на корпусе и вынимается. Далее смотрим показания. Штихмас показал, допустим, 1,04мм. Получаем 1,04 + 75,00 = 76,04мм т.е. стандартный размер. Можно/нужно измерить цилиндр в нескольких местах, вдоль и поперек блока, а также в местах максимальной выработки от колец. К примеру, максимальный диаметр получился 1,26мм. Отнимаем стандартный размер 1,04 = 0,22мм. Т.е. выработка цилиндра 0,22мм. В ремонт. Нутромер микрометрический раздвигается на 10мм и имеет цену деления 0,01мм (одна сотка). Два оборота лимба составляют 1,00мм, т.к. шаг микрометрического винта 0,5мм. Для измерения больших диаметров применяются насадки +15мм, +25мм, +50мм, что позволяет измерять диаметр до 175мм.
Плоские щупы
Плоские щупы используются для измерения небольших зазоров и отверстий. Их также можно использовать для измерения осевого люфта компонента на валу, если нет возможности использовать индикатор часового типа.
С плоскими щупами необходимо обращаться крайне осторожно, чтобы избежать их повреждения и деформации. На поверхности каждого плоского щупа указан размер. Храните их в чистоте, слегка смазав, чтобы предотвратить коррозию.
При измерении зазора выберите плоский щуп, который будет с натягом устанавливаться между двумя компонентами. Возможно, придется использовать сразу два щупа, чтобы точно измерить зазор.
Микрометры
Микрометр представляет собой точный измерительный инструмент, который способен измерить расстояние от 0,01 до 0,001 мм. Всегда храните микрометр в отдельном корпусе, а не в комплекте инструментов. Его необходимо хранить в чистоте и не подвергать ударам, в противном случае скоба или пятка может быть повреждена, следовательно, полученные результаты будут неточными.
Микрометры с внешней шкалой измерения используются для измерения внешнего диаметра компонентов, к тому же сфера их применения намного шире, чем у микрометров с внутренней шкалой измерения. В свободной продаже есть микрометры различных размеров, например, от 0 до 25 мм, от 25 до 50 мм и так далее с шагом 25 мм. Некоторые большие микрометры оснащены сменными пятками, чтобы увеличить диапазон возможных измерений. В общем, самая большая деталь, которую вам придется измерять на мотоцикле, - это поршень (необходимо измерить его диаметр).
Микрометры с внутренней шкалой измерения используются для измерения внутреннего диаметра, например, в направляющих клапанов и гильз цилиндров. Телескопические нутромеры и микрометры с внутренней шкалой используются вместе с микрометрами с внешней шкалой, хотя в свободной продаже есть более дорогие микрометры, оснащенные нутромерами.
Микрометр с внешней шкалой измерения
Примечание. Ниже описан стандартный аналоговый микрометр. И хотя в использовании цифровые микрометры намного проще, стоят они также гораздо дороже.

Всегда проверяйте калибровку микрометра перед его использованием. Закрыв пятку (микрометр со шкалой от 0 до 25 мм) или установив ее на проверочный указатель (для микрометров больших размеров), проверьте шкалу. Показания должны быть равны 0. Предварительно убедитесь, что пятка не загрязнена. Все неточности можно устранить, четко следуя инструкциям производителя инструмента. Запомните, что микрометр - это точный измерительный прибор, не пытайтесь силой закрыть пятку, используйте храповый механизм на краю микрометра, чтобы закрыть ее. В таком случае усилие будет достаточным, но не чрезмерным.
Чтобы использовать микрометр, прежде всего, убедитесь, что компонент, который вы собираетесь измерить, чистый. Установите пятку микрометра на компонент, затем используйте гильзу, чтобы переместить микрометрический винт к другой стороне компонента, который вы измеряете. Не затягивайте гильзу слишком сильно, так как это может стать причиной повреждения микрометра - вместо этого используйте трещотку. Трещотка позволяет приложить необходимое усилие, предотвращая повреждение инструмента.
Показания микрометра можно определить по шкале на муфте, а также по кольцевой шкале на гильзе. Сначала определите значение на шкале муфты, чтобы получить базовый результат, затем прибавьте значение на шкале гильзы, чтобы получить точный результат. Линейная шкала на муфте показывает диапазон измерения микрометра (например, от 0 до 25 мм). Кольцевая шкала на гильзе будет иметь шаг в 0,01 мм (возможно, шаг будет указан на скобе) - один полный оборот гильзы переместит линейную шкалу на 0,05 мм. Снимите показания, когда делительная линия на муфте пересечет шкалу гильзы. Всегда смотрите на шкалу прямо (а не под углом), в противном случае показания микрометра могут быть неточными.
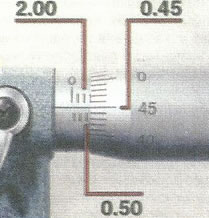
В указанном примере в результате
мы получили значение 2,95 мм:
линейная шкала - 2,00 мм;
линейная шкала - 0,50 мм;
кольцевая шкала - 0,45 мм;
общее значение - 2,95 мм.
Большая часть микрометров оснащена фиксирующим рычагом на скобе,
позволяющим сохранить полученный
результат после извлечения компонента
из микрометра.
Некоторые микрометры также оснащены нониусом с шагом 0,001 мм на муфте, таким образом, вы сможете выполнить более точные измерения. Снимите измерения на шкале муфты и гильзы, как описано выше, затем убедитесь, что нониус совместился с кольцевой шкалой на гильзе.
Примечание При считывании показаний нониуса вы должны смотреть прямо на шкалу - при необходимости, переверните корпус микрометра.
Умножьте значение, полученное на нониусе, на 0,001 и добавьте полученный результат к измеренному значению. В показанном примере мы получили результат 46,994 мм: линейная шкала (базовое значение) 46,000 мм; линейная шкала (базовое значение) 0,500 мм; кольцевая шкала (точное значение) 0,490 мм; нониус - 0,004 мм; общий результат - 46,994 мм.
Микрометр с внутренней шкалой

Микрометры с внутренней шкалой предназначены для измерения диаметров различных отверстий, однако они стоят достаточно дорого и, скорее всего, механик-любитель не сможет позволить себе их использовать. Рекомендуется использовать комплект нутромеров и телескопических щупов, которые можно использовать с микрометром с внешней шкалой. Эти инструменты помогут вам выполнить измерения всех отверстий в вашем автомобиле.
Телескопические щупы можно использовать для измерения внутреннего диаметра компонентов. Выберите щуп подходящего размера, убедитесь, что его края чистые, затем установите его в отверстие. Удлините щуп, затем зафиксируйте его и извлеките из отверстия. Измерьте длину щупа от края до края при помощи микрометра).
Отверстия маленького диаметра (например, направляющие клапанов) можно измерить при помощи нутромеров. Как только вы отрегулируйте нутромер, чтобы установить его в отверстие, зафиксируйте его и извлеките, чтобы измерить при помощи микрометра.
Штангенциркуль
Примечание. В данном разделе описываются стандартные штангенциркули с нониусом или индикатором часового типа. Электронные штангенциркули более просты в обращении, однако они стоят намного дороже .

Штангенциркуль не обладает такой точностью, как микрометр, однако он более универсален, так как подходит для измерения внутреннего и внешнего диаметров. Некоторые типы штангенциркулей также оснащены глубиномером. Он идеально подходит для измерения толщины фрикционных накладок фрикционного диска сцепления и длины пружины в свободном состоянии.
Чтобы использовать штангенциркуль с нониусом, ослабьте зажимные винты и установите захваты снаружи или внутри компонента, который вам необходимо измерить. Придвиньте захват ближе к компоненту при помощи специального колесика, чтобы обеспечить точное движение скользящей шкалы, затем затяните зажимные винты. Прочтите показания на главной шкале в точке, где «О» на скользящей шкале пересекает ее, таким образом вы получите базовое значение. Посмотрите на скользящую шкалу и выберите деление, которое совмещается с делениями на главной шкале, при этом учтите, что обычно цена каждого деления равна 0,02 мм. Прибавьте этот результат к базовому значению, чтобы получить точное значение.
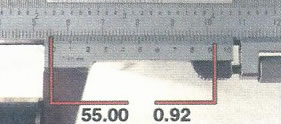
В показанном примере мы получили результат 55,92 мм:
точное измерение - 0,92 мм;
общий результат - 55,92 мм.
Некоторые штангенциркули оснащены индикатором часового типа для более точного измерения. Прежде чем использовать подобный инструмент, убедитесь, что его захваты чистые, затем полностью закройте их и убедитесь, что показания штангенциркуля равны 0. При необходимости отрегулируйте кольцо штангенциркуля соответственно. Ослабьте винт штангенциркуля и установите его захваты снаружи или внутри компонента, который вы собираетесь измерить. Придвиньте захваты ближе, используя колесико. Определите показания на главной шкале в точке, где она пересекается с краем скользящей шкалы, таким образом вы получите базовое значение. Определите показания стрелки на индикаторе часового типа, чтобы получить точное значение, при этом учтите, что цена каждого деления равна 0,05 мм. Прибавьте это значение к базовому значению, чтобы получить общий результат.
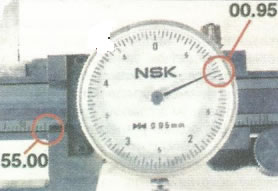
В данном примере мы получили результат 55,95:
базовое измерение - 55,00 мм;
точное измерение - 0,95 мм;
общий результат - 55,95 мм.
Калиброванная проволока Plastigage

Калиброванную проволоку можно сжимать между двумя поверхностями, чтобы проверить масляный зазор. Ширина сжатого материала, измеренная по специальной шкале, поможет вам определить масляный зазор.
Чаще всего калиброванная проволока Plastigage используется для измерения зазора между шейками коленвала и вкладышами коренных подшипников, между шейками коленвала и вкладышами нижней головки шатуна, а также между коленвалом и опорными поверхностями. В следующем примере описано измерение масляного зазора нижней головки шатуна.
Обращайтесь с материалом Plastigage осторожно, чтобы предотвратить его деформацию. Используя острый нож, отрежьте отрезок проволоки, который соответствует ширине подшипника, который вы собираетесь измерять, затем осторожно поместите его на шейку таким образом, чтобы проволока располагалась параллельно валу. Осторожно установите оба вкладыша подшипника в шатун. Не проворачивая шатун на шейке, затяните болты или гайки крепления указанным в спецификациях моментом затяжки. Шатун и подшипники затем необходимо разобрать и проверить раздавленную проволоку Plastigage.
Используя шкалу, которая входит в комплект калиброванной проволоки Plastigage, измерьте ширину проволоки, чтобы определить масляный зазор. Всегда удаляйте все следы проволоки Plastigage.
Внимание! Чтобы получить точное значение масляного зазора, необходимо затянуть элементы крепления необходимым моментом затяжки в указанной последовательности.
Индикатор часового типа

Индикатор часового типа можно использовать для точного измерения незначительного смещения. Обычно этот прибор используют для измерения осевого люфта вала, а также для установки поршня в необходимое положение при настройке фаз зажигания на двухтактных двигателях. Индикатор часового типа обычно оснащен комплектом различных щупов и переходников, а также крепежным оборудованием.
Стрелка индикатора часового типа должна находиться на «О», когда он не используется. Проверните кольцо, чтобы обнулить индикатор часового типа.
Убедитесь, что индикатор часового типа сможет измерить перемещение. Большинство индикаторов оснащены относительно маленькой шкалой с шагом в миллиметр, а также шкалой с делениями до 0,01 мм. Сначала определите показания по маленькой шкале, чтобы получить базовое значение, затем прибавьте к этому значению показания точной шкалы, чтобы получить общий результат.

В приведенном примере показания
указателя часового типа составили 1,48
мм:
базовое значение - 1,00 мм;
точное измерение - 0,48 мм;
общий результат - 1,48 мм.
При измерении биения вала его необходимо поддержать на V-образных брусках, а указатель часового типа установить на стойку перпендикулярно валу. Установите щуп указателя на центр вала и медленно проверните вал, наблюдая за показаниями индикатора часового типа. Выполните несколько измерений по всей длине вала, затем запишите самый большой результат.
Примечание. Полученное значение будет составлять общее биение вала в этой точке - некоторые производители указывают, что для получения истинного значение биения необходимо полученную величину разделить на два.
При измерении осевого люфта необходимо установить индикатор часового типа на окружающие компоненты, при этом щуп указателя должен соприкасаться с краем вала. Надавив рукой, переместите вал вперед, а затем назад, отметив максимальные показания индикатора часового типа.
Индикатор часового типа с подходящими переходниками можно использовать для определения положения поршня перед верхней мертвой точкой на двухтактных двигателях, чтобы установить фазы зажигания. Указатель часового типа, переходник и щуп подходящей длины устанавливаются в отверстие под свечу зажигания, затем индикатор часового типа необходимо обнулить в верхней мертвой точке. Если поршень необходимо установить в положение 1,14мм перед верхней мертвой точкой, проверните двигатель в обратном направлении на 2,00 мм перед верхней мертвой точкой, затем медленно проверните его вперед, пока поршень не будет установлен в положении 1,14 мм до верхней мертвой точки.
Приборы для измерения компрессии в цилиндрах

Данные приборы используются для измерения компрессии в цилиндрах. Вы можете использовать приборы с резьбовым переходником или резиновым конусом. Рекомендуется использовать приборы с резьбовым переходником, так как они обеспечивают герметичное соединение с головкой блока цилиндров. Прибор, способный измерить компрессию от 0 до 20 бар (для бензиновых двигателей)
Для начала необходимо снять свечу зажигания и либо прижать плотно прибор к головке блока цилиндров (приборы с резиновым конусом), либо вкрутить переходник прибора с резьбой в головку блока цилиндров (приборы с резьбовым переходником). Компрессия в цилиндрах измеряется посредством проворачивания двигателя, при этом он не должен быть запущен - выполните проверку компрессии, как описано в соответствующем разделе. Прибор будет отображать полученное значение, пока вы не выполните сброс вручную.
Указатель давления масла

Указатель давления масла используется для измерения давления моторного масла. Большинство указателей оснащены комплектом переходников, которые можно устанавливать в различные резьбовые отверстия. Если точка замера, указанная производителем, представляет собой внешнее соединение трубопровода, убедитесь, что используете подходящее соединение для замены, чтобы избежать недостаточной смазки двигателя.
Давление моторного масла необходимо измерять при запущенном двигателе (при определенной частоте вращения), к тому же, производитель часто указывает определенные значения давления для холодного и горячего моторного масла.
Поверочная линейка и проверочная плита
При проверке уплотнительной поверхности компонента на предмет наличия следов деформации, установите стальную линейку или точную поверочную линейку на уплотнительную поверхность и измерьте зазор между поверочной линейкой и компонентом при помощи плоского щупа. Выполняйте проверку по диагонали, а также между установочными отверстиями.
При проверке отдельных компонентов на наличие следов деформации, например, плоских пластин сцепления, необходимо использовать идеально плоскую проверочную плиту, кусок стекла и плоские щупы.
Рассмотрим более подробно технологию измерения и контроля основных деталей двигателя, пользуясь табл. 8.2.
У коленчатого вала предварительно следует визуально проверить состояние поверхности шеек. Глубокие риски (рис. 8.1) обычно свидетельствуют о необходимости его ремонта, даже если измерение не показывает заметного износа. В то же время гладкая поверхность шеек совершенно не означает, что вал не изношен - известны случаи, когда при практически идеальном внешнем состоянии шейки имели недопустимый износ, а вал в целом - большую деформацию.
Деформация вала контролируется на призмах стойкой с индикатором, имеющим удлиненную ножку (рис. 8.2). При измерении вал следует установить на крайние коренные шейки. Далее, уперев ножку индикатора поочередно в середину одной из средних шеек, вал поворачивается на один оборот. Максимальное отклонение стрелки (между крайними значениями) показывает биение шейки. Если на шейке наблюдается неравномерный по ширине износ, то обычно он меньше в середине, где и следует проводить измерение. Ближе к краям коренной шейки на результат измерения может повлиять овальность шейки из-за неравномерного износа.
Допустимое биение средних коренных шеек вала относительно крайних не превышает обычно 0,05-^0,06 мм. Учитывая, что новые валы имеют биение менее 0,010-^0,015 мм, рекомендуется при биении свыше 0,04-5-0,05 мм ремонтировать вал (см. раздел 9.4.).
Помимо биений средних шеек необходимо проверить биение хвостовика и поверхностей под сальники (рис. 8.3). Это
особенно важно для уже ранее ремонтированного вала. Вследствие неквалифицированного ремонта вспомогательные поверхности могут иметь большое биение относительно коренных шеек, что может повлиять не только на ремонтный размер вала, но и на технологию его последующего ремонта в целом (разделы 9.3., 9.4.). Взаимное биение крайних коренных шеек и вспомогательных поверхностей (хвостовик, поверхности под сальники и др.) не должно превышать 0,02-^0,03 мм, иначе невозможно обеспечить ресурс уплотнений вала и элементов привода распределительного вала (ремень, цепь, натяжитель и т.д).
Взаимные биения шеек и поверхностей коленчатого вала можно также проверить в неподвижных центрах в токарном станке, однако такой способ проверки более целесообразен при подготовке вала к ремонту (см. разделы 8.2., 9.3. и 9.4.).
Размеры шеек вала удобно измерять микрометром (рис. 8.4). При измерении следует установить микрометр на шейку и вращать измерительную головку прибора до появления характерных щелчков "трещотки", ограничивающей усилие сжатия шейки губками прибора. Одновременно необходимо слегка покачивать прибор в двух плоскостях в окружном и осевом направлении, чтобы исключить погрешность от неточной установки прибора. Чрезмерное усилие сжатия шейки прибором дает уменьшение, а перекос при установке - увеличение измеренного диаметра по сравнению с истинным.
Более точные измерения могут быть выполнены рычажной скобой - пассаметром (см. раздел 5.2.), имеющим в 5-И О раз меньшую цену деления и исключающим влияние усилия сжатия детали на результат измерения.
Размеры шатунных шеек всегда определяются в двух направлениях - примерно по радиусу кривошипа и перпендикулярно ему (рис. 8.5), что необходимо для определения овальности. Минимальный размер шейки с большой овальностью обычно оказывается вблизи направления радиуса кривошипа со смещением на 20^40° против вращения вала (рис. 8.6).
Допустимая овальность шеек не превышает обычно 0,010^-0,015 мм, при этом минимальный размер не должен выходить более чем на 0,010 мм за нижний (минимальный) размер.
Рис. 8.1. Задир на шатунной шейке коленчатого вала

Рис. 8.3. Контроль биения хвостовика на призмах 
Рис. 8.7. Проверка микрометра с помощью плоскопараллелыной меры длины
Рис. 8.8. Измерение толщины вкладыша микрометром через шарик
Рис. 8.9. Измерение распрямления вкладыша штангенциркулем
Чтобы точно определить начальный (стандартный) размер шеек, следует пользоваться справочной литературой, в том числе данными Приложения 1.
У коленчатого вала необходимо также проверить состояние торцевых поверхностей упорного подшипника (подпятника). Нередко на заднем, наиболее нагруженном, торце наблюдается ощутимый износ, который может потребовать расшли-фовки торцов и применения ремонтных упорных полуколец увеличенной толщины (см. раздел 9.4.).
Чтобы исключить ошибки при измерении, перед каждой серией замеров (например, перед дефектацией каждого двигателя) микрометр следует проверить и при необходимости настроить. Для этого используется мера длины, прикладываемая к микрометру, либо набор плоскопараллельных мер (рис. 5.17). При проверке микрометра его показания должны совпадать с длиной меры с точностью в половину деления шкалы, т.е ±0,005 мм (рис. 8.7). Если расхождение больше, следует расконтрить измерительную головку и настроить прибор.
Если в результате контроля состояния коленчатого вала окажется, что он не требует ремонта, следует проконтролировать состояние вкладышей - они не должны иметь следов износа, задиров и посторонних включений на рабочей поверхности, в противном случае их следует заменить. В общем случае при пробеге автомобиля более 150 тыс. км вкладыши лучше менять даже тогда, когда их состояние близко к идеальному. Это связано с постепенным внедрением в мягкую рабочую поверхность вкладышей мелких твердых частиц, ускоряющих абразивный износ шейки вала, а также усталостным выкрашиванием рабочей поверхности вкладышей.
Если предполагается оставить старые вкладыши, то не помешает измерить их толщину и определить износ. Для этого можно использовать различные приборы, в том числе толщиномер или специальный микрометр, имеющий закругление одной из измерительных поверхностей (рис. 5.31 и 5.32). Наиболее простой способ измерения толщины вкладышей - с помощью микрометра и шарика от подшипника (рис. 8.8). Толщина вкладыша при этом будет равна разнице показаний микрометра (или пассаметра) со вкладышем и шариком и без вкладыша. Измеренную толщину следует сравнить с известной для данного двигателя (см. Приложение 1). Толщина вкладышей может быть также определена после измерения диаметра постели и диаме-тра в подшипнике (т.е. постели с установленными в нее вкладышами). Помимо толщины необходимо определить так называемое распрямление вкладышей, т.е. разницу между наружным диаметром вкладыша в свободном состоянии (см. рис 8.9) и диаметром постели. Если распрямление меньше 0,4+0,5 мм, то вкладыши лучше заменить, т.к. они не будут обеспечивать натяг, необходимый для их надежной посадки в постели.
Измерение диаметра цилиндров осуществляется нутромером. Перед измерением нутромер должен быть настроен на ноль, т.к. он является относительным прибором. Как уже указывалось в разделе 5.4., это может быть сделано несколькими способами - с помощью микрометра, кольцевого калибра или специального установочного прибора.
Наиболее простым (но не лучшим) способом является настройка с помощью микрометра. Для этого вначале микрометр настраивается на округленный размер, близкий к диаметру цилиндра (приближенно диаметр цилиндра можно измерить штангенциркулем). Далее нутромер устанавливается так, чтобы его ножки опирались на измерительные поверхности микрометра (рис. 8.10). Покачиванием микрометра в двух плоскостях следует заметить крайнее (в направлении по часовой стрелке) положение стрелки индикатора нутромера, с которым затем совместить ноль шкалы индикатора ее поворотом. Настройка нутромера с помощью кольцевого калибра (рис. 5.25) уже описывалась в разделе 5.4. Как указывалось ранее этот способ применим на практике весьма ограниченно из-за необходимости иметь очень большое количество калибров, тем большее, чем больше номенклатура ремонтируемых двигателей. Удобны для настройки нутромеров и установочные приборы (рис. 5.26), однако пока они встречаются редко.
При измерении диаметра цилиндра нутромером (рис. 8.11) необходимо избегать ошибок, допускаемых неопытными механиками и связанных с неправильным отсчетом показаний индикатора. Произвольно установленный в цилиндр нутромер всегда показывает завышенный размер за счет перекоса оси измерительных поверхностей относительно плоскости поперечного сечения (рис. 8.12). При этом стрелка индикатора отклонена от нуля в направлении против часовой стрелки. Покачиванием нутромера в вертикальной плоскости следует найти крайнее положение стрелки, дальше которого она не отклоняется (в направлении по часовой стрелке). Если указанное крайнее положение стрелки индикатора отклонено от нуля на N делений в сторону против часовой стрелки, то искомый диаметр цилиндра
D = D0 + N . Д мм,
Рис. 8.15. Измерение диаметра постелей блока нутромером
где D0 - размер, которому соответствует ноль индикатора нутромера;
Д - цена деления индикатора.
Отклонения от нуля на N делений в противоположную сторону (по часовой стрелке) означает, что диаметр цилиндра меньше размера, на который настроен нутромер:
D = D0 - N ¦ Д мм.
Диаметр цилиндра измеряется в нескольких сечениях. Наименее изношена нижняя часть цилиндра в сечении ниже маслосъемного кольца при положении поршня в НМТ Минимальный износ в этом сечении (и, соответственно, минимальный размер цилиндра) соответствует положению оси ножек нутромера параллельно оси коленчатого вала (рис. 8.13). В пер-пендикулярной плоскости (в плоскости вращения кривошипа) размер цилиндра обычно больше вследствие износа из-за трения юбки поршня. Разница между указанными размерами определяет овальность цилиндра.
Наибольший износ цилиндра нередко наблюдается в зоне остановки верхнего кольца при положении поршня в ВМТ. Размер цилиндра в этом сечении обычно не удается определить точно из-за несоответствия профиля поверхности форме ножек нут-ромера (рис. 8.14). Кроме того, в большинстве случаев износ по окружности оказывается неравномерным. Это необ-
ходимо учитывать при последующем определении ремонтного размера цилиндра (см. раздел 9.5.).
Если износ цилиндров небольшой (менее 0,05*0,06 мм), следует проверить состояние самой поверхности цилиндров. Только в случае отсутствия продольных рисок на поверхности можно в дальнейшем использовать поршни и кольца стандарт-
ного размера. В практике ремонта известны случаи, когда при износе цилиндров всего на 0,01*0,02 мм их поверхность была настолько "затерта", т.е. повреждена мелкими рисками, что после установки новых стандартных колец и поршней расход масла оказывался выше 1,0*1,5 л на 1000 км пробега.
Диаметр цилиндров подавляющего большинства двигателей имеет допуск на "+" относительно стандартного значения (в пределах 0*0,02 мм). Об этом следует помнить при проведении измерений.
Размеры постелей подшипников на этапе дефектации контролируются для того, чтобы установить их деформацию и определить необходимость ремонта (рис. 8.15). Перед измерением необходимо протереть плоскости разъема деталей и равномерно затянуть болты крышек рабочим моментом. В остальном методика измерения аналогична описанной выше для цилиндров. Особое внимание при этом следует уделять опорам со следами износа (проворачивания вкладышей) и перегрева (черный цвет на поверхности постели или около нее). В подобных случаях, помимо контроля диаметра, следует проверить несоосность опор. Для этого используется лекальная линейка. Она устанавливается на три рядом стоящие опоры строго параллельно их оси (рис. 8.16). Несоосность и/или деформация ищется покачиванием линейки на средней из выбранных трех опор. Если пинейка начинает "качаться" на одной из опор, для определения несоосности следует пользоваться набором щупов. Допустимым является такой дефект, при котором линейка "качается" не более чем на 0,02 мм, в противном случае опоры требуют ремонта (см. раздел 9.5.).
Размеры нижних головок шатунов контролируются нутромером после затягивания гаек или болтов крышек рабочим моментом (рис. 8.17). При измерении следует ориентироваться на данные справочной литературы (см. Приложение 1). После длительной эксплуатации отверстия нижней головки вытягиваются на 0,01*0,03 мм в направлении оси стержня шатуна, поэтому, как правило, шатуны требуют ремонта независимо от их внешнего вида. Если в шатуне произошло проворачивание вкладышей, то даже при сохранении размера отверстия ремонт обязателен, так как риски на поверхности отверстия нарушают плотность прилегания вкладышей.
Отверстия верхней головки шатунов также требуют обязательного контроля. Для шатунов с неподвижной посадкой пальца необходимо убедиться в том, что натяг старых пальцев после их выпрессовки не стал менее 0,015*0,020 мм. В противном случае шатуны следует менять, либо устанавливать пальцы увеличенного диаметра, что требует соответствующей доработки поршней. У шатунов с плавающим пальцем измерение диаметра отверстия верхней головки позволяет определить, требуется ли замена втулок.
Рис. 8.18. Измерение диаметра (износа) поршневого пальца рычажной скобой-пасса-метром
Рис. 8.20. Проверка деформации шатуна с помощью лекальной линейки
Рис. 8.22. Контроль выступания дисков мас-посъемного кольца над наружной поверхностью расширителя
Диаметр и износ поршневого пальца измеряются пассаме-тром (рис. 8.18) с точностью до 0,002 мм. Износ определяется как разница в диаметрах рабочей (блестящей) и нерабочей (темной) поверхностей. При этом следует учитывать возможность неравномерного износа и деформации пальцев, вследствие чего наружная поверхность становится эллипсной. Износ и «эллипс» пальцев не должны превышать 0,010 мм, в противном случае пальцы должны быть заменены.
Особое внимание должно быть уделено контролю деформации стержней шатунов, для чего следует использовать специальные измерительные приборы (рис. 5.38 и 5.39). При их отсутствии для грубой (качественной) проверки наличия деформации можно использовать плоскую поверхность (например, поверочную плиту). При установке на плиту деформированный шатун "качается" так, как показано на рис. 8.19. Несколько более достоверные результаты дает проверка "на просвет" с помощью лекальной линейки (рис.
8.20), однако оба способа неприемлемы для количественной оценки степени деформации, необходимой для правки деформированных шатунов (см. раздел 9.4). При измерении деформации шатунов специальным прибором непараллельность осей верхней и нижней головок не должна превышать 0,02+0,03 мм на длине, равной диаметру цилиндра. Следует также отметить, что контроль на плите шатуна с закрученным стержнем обычно не дает характерного "качания", поэтому данный способ не всегда является достоверным не только с количественной, но и с качественной стороны.
Износ наружной поверхности колец легко проверяется по величине замка при установке колец в неизношенную часть цилиндра. Обычно для этого используется верхняя часть цилиндра, которую необходимо очистить от нагара. Зазор в замке измеряется с помощью набора щупов (рис. 8.21).
У большинства двигателей ширина замка колец, установленных в цилиндр, не должна превышать 0,7+0,8 мм, в противном случае кольца должны быть заменены. У наборных маслосъем-ных колец допустимая ширина замка больше - обычно до 1,2+1 ,4 мм. У таких колец необходимо также проверять выступание дисков над двухфункциональным расширителем и замок дисков, ус-тановленных с расширителем в канавку поршня, в свободном состоянии (рис. 8.22). Если на расширителе есть следы касания ци-пиндра, маслосъемные кольца также должны быть заменены. Величина замка дисков на поршне в свободном состоянии у нор-мально работающих колец не должна быть меньше 2,0+2,5 мм. Меньшая величина замка свидетельствует о деформации расши-
рителя, и такие кольца также должны быть заменены.
Интересно отметить, что этим же способом можно довольно точно определить износ верхней части цилиндра. Если измерить ширину замка кольца в изношенной 6-| и неизношенной 60 частях цилиндра, то износ цилиндра (по диаметру):
6D = (bi -80)/3,14159.
Износ колец по торцевым поверхностям нетрудно измерить микрометром (рис. 8.23). Обычно ощутимо изнашивается нижний торец верхних компрессионных колец. Если износ превышает 0,015+-0.020 мм, то кольца следует заменить независимо от величины их замка в цилиндре. Для определения величины износа необходимо знать высоту новых колец. При отсутствии справочных данных следует ориентироваться на стандартный ряд высот и допуски на них. Поскольку кольца изнашиваются неравномерно по ширине, следует раздельно измерить высоту по всей ширине кольца и у внутреннего края (рис. 8.23).
Для обеспечения высоких эксплуатационных параметров двигателя, включая малый расход масла, очень важен осевой зазор колец в канавках поршня. Из практики известно немало примеров, когда при незначительном износе цилиндров и юбок поршней износ верхних канавок превышает 0,20+0,25 мм, что вызывает большой расход масла из-за "насосного" эффекта.
Измерение высоты канавки поршня удобно выполнять с помощью набора плиток - плоскопараллельных мер длины (рис. 5.17). Подбором плиток необходимой толщины следует добиться, чтобы одна или две составленные вместе плитки плотно входили в канавку (рис. 8.24). Тогда высота канавки поршня соответствует размеру плитки Н1. Зазор 6 в канавке легко рассчитать:
8 = Н1-Н,
где Н - высота кольца. Если даже с новым кольцом зазор в верхней канавке превышает 0,09+0,10 мм для бензиновых и 0,12+0,13 мм для дизельных двигателей, следует заменить поршни (альтернативный способ - установка колец увеличенной высоты - рассмотрен в разделе 9.5.). Менее точно можно измерить зазор непосредственно, с помощью кольца и набора щупов.
Рис. 8.24. Измерение высоты канавки поршня с помощью плоскопараллельной меры длины (плитки)
Рис. 8.27. Измерение зазора между шестерней и корпусом маспонасоса
Рис. 8.30. Контроль износа шеек распределительного вала
Контроль деталей масляного насоса выполняется, в основном, с помощью лекальной линейки и набора щупов. Для работоспособности насоса наиболее важен торцевой зазор между шестернями и корпусом, который не должен превышать 0,08+0,09 мм. Он проверяется так, как показано на рис. 8.25. Следует также измерить диаметр ведущего валика и отверстия в корпусе, чтобы определить зазор в соединении (рис. 8.26). Радиальный зазор между шестернями и корпусом можно измерить щупом (рис. 8.27). Если величины этих зазоров превышают 0,07+0.08 мм, насос требует ремонта или замены.
Редукционный клапан системы смазки проверяется визуально (рис. 8.28). Плунжер клапана не должен иметь следов заеданий в корпусе, а уплотняющая кромка (седло) клапана - дефектов (раковин, глубоких царапин и др.), которые могут вызвать не-герметичность клапана в закрытом состоянии (на некоторых двигателях это может нарушить подачу масла при запуске).
При проверке состояния деталей двигателя следует уделить особое внимание распределительному механизму и его приводу, поскольку эта часть двигателя может иметь достаточно большое число неисправностей. Наибольшее влияние на шумность двигателя оказывает состояние распределительного вала и ответных ему деталей - толкателей и опор (подшипников). Зазоры в подшипниках распределительного вала определяются по результатам измерения диаметров отверстий опор (рис. 8.29) и шеек распределительного вала (рис.
8.30). Эти зазоры не должны превышать 0,09+0,10 мм. Если зазоры увеличены, необходимо выяснить с помощью справочной литературы номинальные размеры деталей, чтобы определить, какая деталь изношена сильнее - нередко замена распределительного вала восстанавливает зазор в подшипниках до нормального.
У двигателей с нижним расположением распределительного вала (OHV), а также у некоторых двигателей ОНС с чугунными головками (FORD) распределительный вал вращается во втулках, запрессованных в блок (головку). Практика показывает, что в отличие от алюминиевых головок, где износ больше у шеек вала, здесь сильнее изнашиваются втулки. После пробега более 200+250 тыс. км у многих двигателей OHV зазоры в подшипниках распределительного вала могут превышать 0,20+0,25 мм при внешне вполне удовлетворительном состоянии поверхности втулок. Если при ремонте зазоры в подшипниках не будут восстановлены, например, заменой втулок, в дальнейшем это приводит к значительному снижению давления масла и. не исключено, ресурса двигателя после ремонта.
Помимо диаметров опорных шеек, у распределительного вала обязательно следует проконтролировать их взаимное биение (рис. 8.31). После обрыва ремня привода, деформации и/или поломки клапанов деформация распределительного![]()

Рис. 8.33. Изношенные рабочие поверхности толкателей (указаны стрелкой): а — цилиндрического; б — коромысла
Рис. 8.35. Измерение диаметра отверстия коромысла
Рис. 8.37. Контроль износа рабочей фаски клапана "на просвет" с помощью лекальной линейки
вала у некоторых двигателей (например, дизелей) может превышать 0,15+0,20 мм. Очевидно, сборка двигателя с дефор-мированным распределительным валом приведет в дальнейшем к нестабильности зазоров в клапанном механизме, шум-ности и быстрому износу подшипников.
Кулачки распределительного вала требуют, в основном, визуального контроля. Вершины кулачков должны быть плавными, без "огранки". Можно определить износ кулачка, если измерить его высоту (рис. 8.32) и сравнить ее с высотой других кулачков, не имеющих явного износа.
Рабочие поверхности толкателей (рычагов, коромысел), контактирующие с кулачками, контролируются визуально (рис. 8.33). В большинстве случаев сильный износ кулачка распределительного вала сопровождается износом толкателя, хотя повышенный износ толкателей возможен и без заметного износа кулачков. Изношенные детали в дальнейшем должны быть заменены или, в крайнем случае, отремонтированы (см. раздел 9.6.). Установка изношенных деталей распределительного механизма обычно приводит к повышенной шумности работы двигателя.
В конструкциях с коромыслами следует также определить износ осей коромысел, измерив микрометром их диаметр в изношенном и неизношенном сечениях (рис. 8.34). Когда износ превышает 0,02-5-0,03 мм, ось необходимо заменить (аль-тернативные варианты описаны в разделе 9.6.). Отверстие коромысла также следует проверить нутромером (рис. 8.35) и определить зазор по изношенной и неизношенной поверхностям оси. Если во втором случае зазор в соединении больше 0,06+0,07 мм, то замена оси, очевидно, не восстановит зазор до нормального (0,02+0,04 мм). Тогда следует заменить или, в крайнем случае, отремонтировать коромысла (раздел 9.6.)
В конструкциях с цилиндрическими толкателями следует проверить зазор толкателя в отверстии (гнезде) - он не должен превышать 0,08+0,10 мм. Повышенные зазоры в соединении являются причиной шумной работы двигателя, ускоренного износа клапанов и направляющих втулок. Если речь идет о гидро-толкателях, то возможны стуки клапанов на низких частотах вращения из-за нарушения подачи масла к гидротолкателям.
Большое внимание необходимо уделить клапанам, направляющим втулкам и седлам клапанов. От состояния этих деталей зависят основные параметры двигателя (мощность,
расход топлива), расход масла, шумность. Начинать проверку клапанного механизма следует со стержней клапанов (рис. 8.36). Сравнив диаметр стержня в верхней неизношенной части (над отполированной маслоотражательным колпачком поверхностью, но ниже канавки для сухарей) и в нижней, можно определить износ стержня. При измерении в нижней части стержня необходимо сделать несколько измерений по окружности, т.к. износ часто бывает неравномерным. Износ стержня более 0,02+0,03 мм можно считать критическим, т.е. требующим замены клапана.
Износ фаски клапана определяется визуально (рис. 8.37), достаточно приложить к фаске лекальную линейку Вогнутость фаски указывает на износ и необходимость ремонта или замены клапана. Седло обычно повторяет форму фаски клапана, поэтому при большой вогнутости фаски седло необходимо править.
Износ отверстия направляющей втулки клапана может быть определен прямым измерением нутромером или косвенным методом. Прямое измерение (рис. 8.38) не всегда удается из-за трудности приобретения нутромера для измерения отверстий малого диаметра (6+9 мм). Косвенный метод более доступен, т.к. требует измерения поперечного хода люфта тарелки клапана с помощью индикатора (рис. 8.39).
Учитывая, что L примерно равно /, получим 8 = А/3 Таким образом, в малоизношенной втулке люфт клапана не будет превышать 0,15+0,18 мм, если зазор во втулке нормальный (0,04+0,05 мм). По результатам измерений износа стержня и зазора между стержнем и втулкой можно сделать вывод о необходимости замены клапанов и/или направляющих втулок. Помимо износа клапанов следует проверить их деформацию. Для этого обычно бывает достаточно повернуть клапаны на призмах - даже небольшая деформация легко обнаруживается визуально, но лучше для этого использовать специальные приборы (рис. 8.41).
Рис. 8.38. Измерение диаметра направляю¬щей втулки клапана нутромером
Рис 8.40. Схема косвенного измерения зазора между стержнем клапана и направляющей втулкой по люфту клапана во втулке: D — люфт тарелки, d — зазор во втулке; L — расстояние от втулки до тарелки; I — длина втулки Рис. 8.42. Проверка деформации плоскости головки блока с помощью лекальной линейки и набора щупов
Рис. 8.42. Проверка деформации плоскости головки блока с помощью лекальной линейки и набора щупов
У длительно работавших двигателей иногда наблюдается деформация пружин клапанов, что вызывает уменьшение жесткости пружин, вызывающее повышение динамических нагрузок на клапаны и детали их привода. Пружины нетрудно проверить, измерив их длину в свободном состоянии, однако для этого необходимо иметь соответствующие данные, в частности, подробную литературу по ремонту конкретного двигателя.
При дефектации двигателя обязательно проверяются плоскости блока и головки цилиндров. Проверка выполняется при помощи лекальной линейки и набора щупов. Линейка кладется на плоскость по диагонали (рис. 8.42), а в щель между ней и поверхностью устанавливается щуп соответствующей толщины. Если щуп толщиной 0,05+0,06 мм свободно выходит из-под линейки, плоскость требует обработки. У блоков после длительной эксплуатации может наблюдаться небольшой "провал" на плоскости между цилиндрами и "возвышение" у отверстий болтов крепления головки. У головок деформация часто связана с перегревом двигателя и выражается в "провале" в средней части плоскости.
При сильных перегревах головка может деформироваться не только по плоскости стыка с блоком, но и по верхней плоскости и, в частности, по постелям распределительного вала. Несоосность постелей в головке контролируется также, как и в блоке (рис. 8.16). Деформация постелей свыше 0,02+0,03 мм требует их ремонта (см. раздел 9.6.). Если деформированные постели не отремонтировать, значительно возрастают нагрузки и износ подшипников. Кроме того, возможно усталостное разрушение распределительного вала после непродолжительной эксплуатации, т.к., вращаясь в несоосных опорах, он испытывает большие знакопеременные изгибающие нагрузки.
После разборки двигателя не все прокладки и сальники могут потребовать замены. Если прокладка головки заменяется в обязательном порядке независимо от ее состояния (иначе невозможно обеспечить герметичность стыка головки с блоком), то прокладки поддона, крышки головки и некоторые другие в ряде случаев сохраняются и могут быть использованы повторно без потери герметичности. Это характерно, в основном, для двигателей с небольшим пробегом, у которых, прежде всего, сальники валов могут быть неизношены и также использованы повторно. Поэтому при выполнении дефектации двигателя целесообразно проверить состояние уплотни-тельных деталей. Следует также проконтролировать состояние сцепления - очевидно, что устанавливать изношенные детали сцепления на отремонтированный двигатель совершенно бессмысленно. Точно также нельзя рассчи-
тывать на качественный ремонт двигателя, если его опоры ("подушки") повреждены или разрушены - это приведет к высокому уровню вибраций кузова и "некомфортным" условиям для водителя.
На основании результатов контроля всех деталей двигателя можно сделать выводы о необходимости их ремонта или замены. Практика показывает, что результаты всех проверок удобно свести в таблицы, разделив ремонтируемые и заменяемые детали. При этом ремонтные размеры некоторых деталей могут быть указаны только приближенно. При одновременном ремонте большого числа двигателей составление подобных таблиц позволяет уменьшить вероятность ошибок, связанных с несвоевременным ремонтом или заказом новых деталей.
Окончательное решение о ремонте или замене на новую той или иной детали нередко связано с двумя важными факторами - наличием ремонтной базы с квалифицированным персоналом и возможностью поставки необходимой детали. Для редких и старых двигателей ремонт более целесообразен как по экономическим соображениям, так и в связи с трудностями получения новых деталей. Для широко известных и распространенных двигателей возможны все варианты, а для новых моделей нередко приходится рассчитывать на замену деталей, в том числе и из-за отсутствия ремонтных размеров комплектующих. Так или иначе, решение во многом зависит от возможностей ремонтирующей организации и квалификации персонала, выполняющего ремонт.
Также посмотрите другие статьи из категории
Цель работы:
Изучить устройство и приемы работы с индикаторным нутромером.
Измерить внутреннюю поверхность гильзы цилиндра двигателя. Определить погрешность формы этой поверхности в поперечном и продольном сечениях
и отклонение от цилиндричности.
Приборы и материалы:
1. Индикаторный нутромер модели НИ 100, ГОСТ 868.
2. Индикатор часового типа ИЧ 10, ГОСТ 577.
3. Набор № 83 концевых мер длины 2-го класса точности, ГОСТ 9038.
4. Штангенциркуль ШЦ-II, ГОСТ 166.
Назначение и устройство индикаторного нутромера:
Индикаторные нутромеры (ГОСТ 868) предназначены для измерения
внутренних размеров и диаметров отверстий в пределах от 2 до 1000 мм на
глубине до 500 мм. Их конструкции разнообразны.
Измерительным устройством в индикаторном нутромере служит индикатор часового типа или рычажно-зубчатая головка.
В нутромерах обычного типа применяются индикаторы с ценой деле-
ния 0,01 мм, в нутромерах повышенной точности – с ценой деления 0,001 или
0,002 мм.
Последний, в свою очередь Индикатор 1 (рис. 2.1) устанавливается в трубчатый корпус 2 прибора.
На другом конце трубчатого корпуса имеется измерительная головка. Конструкция измерительной головки у приборов с различными пределами измерний различна. На рис. 2.1 показаны нутромеры для измерения размеров до 450 мм. Измерительная головка имеет с одной стороны измерительный стержень 3, с другой – укрепляется сменная измерительная вставка 4. Нутромеры имеют центрирующий мостик 5, служащий для совмещения линии измерения с диаметральной плоскостью измеряемого отверстия.
При измерении внутреннего размера перемещение измерительного стержня через рычаг в головке передается подвижному стержню, расположенному в трубчатом корпусе. Последний, в свою очередь, передает перемещение измерительному стержню индикатора.
В зависимости от типа индикатора и диапазона измерений допускаемая погрешность нутромеров составляет 1,8–22 мкм.
Основные погрешности при измерениях нутромерами возникают вследствие смещения линии измерения относительно диаметра отверстия (рис. 2.2, а). Линия измерения устанавливается по диаметру отверстия с помощью центрирующего мостика. Погрешность центрирования не превышает 3 мкм.
Погрешность перекоса уменьшают, покачивая нутромер в плоскости осевого сечения отверстия (рис. 2.2, б). При наименьших показаниях прибора линия измерения совпадает с диаметральной плоскостью отверстия.
Перед измерением нутромеры устанавливают на номинальный размер отверстия с помощью аттестованного кольца, блока концевых мер с боковиками или микрометра.

Для измерения гильз цилиндров с номинальными размерами от 80 до 100 мм по 7-му квалитету точности (допуск 35 мкм) применяем индикаторный нутромер модели НИ 100 с индикатором часового типа ИЧ 10 1-го класса точности с ценой деления 0,01 мм. Основная погрешность в пределах 0,1 мм на любом участке шкалы не превышает ± 0,01 мм. Общий вид такого индикаторного нутромера показан на рис. 2.3. Для настройки индикаторного нутромера на ноль принимаем концевые меры длины 2-го класса точности,
погрешность, которых в указанном диапазоне размеров составит 0,9–1,3 мкм.
При измерении размеров индикаторными инструментами используется дифференцированный метод сравнения с мерой (относительный метод). Искомое значение размера получается путем сложения показания индикатора со
значением меры, по которой был настроен индикаторный нутромер на ноль.
Подготовка к измерению.
1. Измерьте внутренний диаметр гильзы с помощью штангенциркуля.
Округлите результат до ближайшего целого числа в миллиметрах.
2. По этому числу подберите концевую меру длины (плитку) или блок концевых мер. Концевые меры 3 (рис. 2.3) установите в струбцину 1 между боковиками 3 и закрепите винтом 5.
3. Установите в головке нутромера сменный измерительный стержень, соответствующий номинальному размеру измеряемого отверстия.
4. Установите индикатор в нутромере так, чтобы обеспечился предварительный натяг нутромера и индикатора, соответствующий приблизительно одному обороту стрелки.

5. Поместите индикаторный нутромер измерительными наконечниками между боковиками струбцины и, выворачивая измерительный стержень, сообщите измерительному наконечнику натяг, соответствующий 2–3 оборотам стрелки индикатора.
6. Установите нутромер 4 на нуль. Для этого произведите легкое покачивание прибора в плоскости измерения. Кратчайший (действительный) размер между боковиками 3 определяют по предельной точке движения индикаторной стрелки. В этом положении, путём вращения циферблата за ободок, совмещают нулевой штрих со стрелкой.
Обратите внимание и на положение малой стрелки индикатора, отсчитывающей число полных оборотов большой стрелки.
Порядок выполнения работы:
Определить погрешностей формы внутренней поверхности гильзы цилиндра:
в продольном сечении – отклонения профиля продольного сечения; в поперечном сечении – отклонения от круглости;
комплексного показателя цилиндрической поверхности – отклонения от цилиндричности.
Для определения погрешности в продольном сечении измерения проводятся по шесть раз (рис. 2.4, а) в двух взаимоперпендикулярных плоскостях, например, I–I и IV–IV (рис. 2.4 б).

Сечения для измерения погрешности формы в поперечном сечении показаны на рис. 2.4, б. Измерения провести на расстоянии 20 мм от торца гильзы и по середине.
Отклонение от цилиндричности определите из обеих групп измерений.
1. При измерении нутромер, предварительно наклонив, осторожно, без ударов наконечниками о стенки детали, введите в отверстие гильзы. Выставите покачиванием прибор на кратчайший размер в сечении I–I и снимите
показание по индикатору. Если стрелка отклонилась влево от нуля, то отклонение будет со знаком плюс (оно прибавляется к размеру блока плиток), если вправо – то отклонение берут со знаком минус (оно вычитается от размераблока плиток). Результат измерения занесите в табл. 2.1.
2. Опускайте нутромер поочередно в следующие сечения, снимая каждый раз показания по индикатору. Не забывайте при каждом измерении находить покачиванием нутромера кратчайший размер. Результаты измерения
заносите в табл. 2.1. Вывод нутромера из отверстия нужно провести плавно,без ударов.
таблица2.1
| Продольное сечение | отклонение индикатора мкм | Значение диаметра мкм | ||
| в поперечном сечении 1-1 | в поперечном сечении 4-4 | в поперечном сечении 1-1 | в поперечном сечении 4-4 | |
| 1-1 | ||||
| 2-2 | ||||
| 3-3 | ||||
| 4-4 | ||||
| 5-5 | ||||
| 6-6 |
3. Аналогичные измерения проведите в поперечном сечении (рис. 2.4, б). Результат измерения занесите в табл. 2.2.
4. Рассчитайте диаметры внутренней поверхности гильзы цилиндра во всех измеренных сечениях. Результаты расчета занесите в соответствующие столбцы табл. 2.1 и табл. 2.2. При расчете диаметров учитывайте знак (плюс
или минус) отклонений стрелки индикатора.
5. Определите отклонение профиля продольного сечения, как алгебраическую разность между наибольшим и наименьшим отклонениями или разность между наибольшим и наименьшим размерами для каждого из двух
сечений. Результат занесите в табл. 2.1.
6. По аналогии рассчитайте отклонения от круглости и запишите в табл. 2.2.
7. Определите отклонение от цилиндричности, как разность между наибольшим и наименьшим размерами из всех измерений. Результат занесите в табл. 2.3.
табл. 2.3.
Отчет о лабораторной работе должен содержать:
1. Название и цель работы.
2. Описание устройства нутромера.
3. Используемые средства измерений и их характеристику.
4. Метод измерений.
5. Условия выполнения измерений.
6. Схему настройки нутромера.
7. Результаты измерений и расчетов, оформленные в виде табл. 2.1, табл. 2.2, табл. 2.3 и выводы.
1. Назначение и устройство индикаторных нутромеров.
2. Для чего создается предварительный натяг при установке индикатора и при его настройке на нуль?
3. Поясните установку индикаторного нутромера на нуль.
4. Для чего в конструкции нутромера предусмотрен центрирующий мостик?
5. С какой целью при настройке нутромера и измерении производят его покачивание?
6. Поясните результаты измерений и расчетов, приведенные в табл. 2.1, табл. 2.2, табл. 2.3.
Дата выполнения работы: «___» ___________200__ г.
Дата защиты работы: «___» ___________200__ г.
______________________ _________________ ____________________
(Подпись студента) (Подпись и ФИО преподавателя)
Результат защиты: _____________
Лабораторно-практическая работа № 7.
Микрометрические инструменты .
Измерение размеров пластины и измерение сечения провода электронными микрометром и штангенциркулем.
Цель работы : Приобретение навыков работы с электронным микрометром. Измерение размеров пластины. Измерение сечения провода.
Измерительные инструменты: электронный микрометр и штангенциркуль .
Задание: провести измерения размеров пластины микрометром и сделать вывод о параллельности ее сторон. Провести измерение сечения провода электронным микрометром и сделать вывод об отклонении его размеров.
УСТРОЙСТВО И ПРИНЦИП РАБОТЫ
1. Штангенциркуль имеет две шкалы: метрическую и дюймовую. Фиксация рамки производится при помощи стопорного винта. Плавное перемещение рамки обеспечивается пружиной, расположенной внутри рамки.
2. Наружные размеры измеряются при помощи нижних губок. Для разметочных работ применяются верхние и нижние губки. Для измерения внутренних размеров используются верхние губки.
3. Отсчет размеров производится автоматически, показания отображаются на жидкокристаллическом дисплее, имеется возможность подключить штангенциркуль к компьютеру.
4. Измерение с помощью штангенциркуля различных элементов конструкции (диаметров отверстия или вала, межцентрового расстояния, глубины отверстия и т.п.) проводят следующим образом:
при отстопоренном винте перемещают по штанге рамку с жидкокристаллическим индикатором, приводят в соприкосновение с поверхностями измеряемых деталей измерительные поверхности штанги и рамки или соединенного с рамкой измерительного стержня. В этом положении необходимо застопорить рамку винтом и снять отсчет с жидкокристаллического индикатора прибора визуально, или нажав на кнопку передачи данных, передать данные об измеренной величине в компьютер по интерфейсу RS232.
УКАЗАНИЕ МЕР БЕЗОПАСНОСТИ
Во избежание травматизма необходимо осторожно обращаться с острыми разметочными губками, не проводить измерения на ходу станка, при движении режущего инструмента и при вращении измеряемой детали.
ПОДГОТОВКА К РАБОТЕ
1. Ознакомиться перед началом работы с паспортом на штангенциркуль.
2. Протереть штангенциркуль, удалить смазку ветошью, смоченной в бензине (особенно тщательно с измерительных поверхностей), насухо протереть тканью.
3. При необходимости выполнить присоединения к используемой вычислительной технике.
4. Включить штангенциркуль при помощи кнопки «ОN-OFF».
5. Переключить режим измерения в требуемые единицы «Милли-метры-дюймы» кнопкой «mm-in»
6. Установка нуля осуществляется кнопкой «ZERO».
7. Перед началом работы убедиться в наличии/пригодности элемента питания и заменить в случае необходимости.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
1. В процессе работы и по окончании ее протирать штангенциркуль салфеткой, смоченной в водно-щелочном растворе СОЖ, а затем насухо чистой салфеткой.
2. По окончании работы нанести на поверхности штангенциркуля тонкий слой любого технического масла и поместить в футляр.
3. В процессе эксплуатации не допускать грубых ударов или падения во избежание изгибов штанги и других повреждений, царапин на измерительных поверхностях, трения измерительных поверхностей об контролируемую деталь.
4. В процессе эксплуатации следить за состоянием элемента питания. При снижении напряжения в системе питания электронного блока, он автоматически укажет на недопустимое снижение напряжения питания на дисплее штангенциркуля.
![]()

Микрометр цифровой МКЦ создавался для замеров мелких деталей и тонких металлических листов. Электронный микрометр имеет цифровое устройство отсчета, способное снимать относительные размеры, благодаря возможности выставить нулевую позицию на различных размерах во всех диапазонах проводимых замеров. Микрометр цифровой имеет электронный блок, в который включены метрическая и дюймовую измерительная шкала. Электронный микрометр оборудован функцией установки абсолютного нуля. С его помощью можно производить относительные и абсолютные замеры, выставлять пределы допусков и классифицировать измерительные процессы. Микрометр цифровой может сохранят данные на экране и имеет специальный разъем для их вывода. Измерительные части микрометров цифровых изготавливают из особых твердых сплавов. Электронный микрометр с возможностью измерения более 25мм снабжен дополнительной установочной мерой.
Типоразмеры:
МКЦ-25 диапазон измерений 0-25 мм.
МКЦ-50 диапазон измерений 25-50 мм.
МКЦ-75 диапазон измерений 50-75 мм.
МКЦ-100 диапазон измерений 75-100 мм.
Микрометр со сферическими измерительными поверхностями МКД1 предназначен для измерения толщины стенок труб, внутренних колец шарикоподшипников и ругих изделий. Может иметь одну или две сферические поверхности.
Радиус измерительных поверхностей SR=5 мм. Оказывает более высокое удельное давление на измеряемые поверхности при одинаковом измерительном усилии по сравнению с микрометром МК.






Электронный микрометр состоит из генератора и измерительного устройства. Генератор собран по двухтактной схеме на транзисторах Т1, и Т2 и работает на частоте 15 Мгц. Напряжение генератора через высокочастотный трансформатор подается на измерительное устройство.

Во время положительных полупериодов ток протекает через диод Д2, контур L3C6C7, переменный резистор R5 и микроамперметр, а во время отрицательных полупериодов - через диод Д1, переменные резисторы R6, R5 и микроамперметр. Поворачивая движок R6, можно уравнять токи, протекающие через микроамперметр в течение положительных и отрицательных полупериодов навстречу друг другу, и тогда он будет давать нулевые показания.
Катушка L3 служит датчиком микроамперметра. Эта катушка, а также конденсаторы С6 и С7, образуют контур, резонансная частота которого несколько меньше частоты генератора. Чтобы измерить диаметр провода, его вводят внутрь L3. Тогда индуктивность этой катушки, а следовательно, частота настройки контура L3С6С7 и ток, протекающий по ветви Д2 - L3С6С7 - R5 - микроамперметр, изменяются и стрелка последнего отклонится от нуля. Отклонение стрелки будет пропорционально диаметру провода, введенного в катушку L3.
Микрометр собран в металлическом футляре размерами 70х130х50 мм. В нем применен микроамперметр М494 с током полного отклонения 100 ткA. Катушка L1, намотана на полистироловом каркасе диаметром 10 мм в один слой, ширина намотки - 10 мм. Она содержит 21 виток провода ПЭЛ 0,31 с отводом от середины. Катушка L2 размещена поверх L1 и имеет 10 витков того же провода. Катушка L3, выполнена на керамическом каркасе с внешним диаметром 4 мм и внутренним диаметром 2 мм. Она намотана в один слой (ширина намотки 10 мм) и содержит 42 витка провода ПЭЛ 0,2. Все детали микрометра смонтированы на гетинаксовой плате размерами 65 х 45 мм, которая прикреплена к лицевой панели прибора футляра перпендикулярно с таким расчетом, чтобы один из торцов каркаса катушки L3, проходил в отверстие, сделанное в панели. Кроме этого, на лицевой панели находятся резистор R6 - "Установка нуля" и кнопка Кн1 - включатель прибора. Источник питания микрометра - батарея «Крона» - укреплен внутри футляра.