Стержни клапанов перед сборкой графитизируются, рабочие поверхности направляющих втулок клапанов и стержни клапанов смазываются чистым дизельным маслом. Посадка клапанов на седла должна быть герметичной. Проверка герметичности производится сухим воздухом при давлении 0,15 МПа. Допустимая утечка воздуха не должна превышать 3,6 см3/мин. Клапаны должны быть надежно зафиксированы сухарями.
Головка цилиндров перед установкой тщательно обдувается сжатым воздухом от компрессора. Стыки головки цилиндра и гильзы, головки и блока уплотняются прокладками, б. Кольца уплотнительного газового стыка после установки в головку обжимаются усилием 4500 Н. Выход (выступ) плоскости кольца из головки после обжатия не должен превышать 0,08 мм. Забоины и заусенцы на выступах не допускаются. Перед установкой головок цилиндров на блок цилиндров плоскости их сопряжений, а также прокладки обдуваются сжатым воздухом. Резиновые уплотнительные кольца головок цилиндров устанавливаются плоской стороной к блоку цилиндров. Каждая головка цилиндра должна свободно, без ударов, устанавливаться на штифты. Резьба болтов крепления головки цилиндров смазывается тонким слоем графитовой смазки. Затяжка 6олтое производится равномерно, в 3 приема, чтобы исключить возможные перекосы головок. Моменты затяжки должны быть при 1-м приеме 40-50 Н*м; при 2-м приеме 120-150 Н*м, при 3-м приеме - 190-210 Н*м (рис. 13). Топливный насос высокого давления (ТНВД) устанавливается в развале блока цилиндров на специальные поверхности.
Рис. 3. Выход днища поршня над упорным буртиком гильзы цилиндров и установка уплотнений гильзы и головки в блоке:
а - величина выхода днища поршня над упорным буртиком гильзы цилиндров; б - уплотнения гильзы и головки цилиндров в блоке; I - поршень; 2 - опорный бурт гильзы цилиндров; 3 - уплотнительное кольцо головки цилиндров; 4 - уплотнительное кольцо гильзы цилиндров; 5 - головка цилиндров; 6 - прокладка головки цилиндра; 7 - блок цилиндров; 8 - уплотнительное кольцо нижней части опорного бурта гильзы цилиндров; 9 - гильза цилиндров

Рис. 4. Затяжка болтов головки блока:
^ 1-2-3-4 - последовательность затяжки
Болты равномерно затягиваются в 2 приема в последовательности, указанной на рис. 4, а. Момент затяжки болтов при установке ТНВД составляет 40-80 Н*м.
Для установки ТНВД проворачивается коленчатый вал до такого положения, при котором фиксатор, расположенный на картере маховика, войдет в паз на маховике. При этом метка на заднем фланце ведущей полумуфты должна находиться сверху, что обеспечивает положение поршня первого цилиндра в конце такта сжатия. После этого устанавливается ТНВД. Для этого метки на корпусе насоса и муфте опережения впрыска совмещаются, и корпус насоса закрепляется.
Вал ведомой шестерни привода топливного насоса собирается с подшипником и шестерней. В задний торец вала запрессовывается сухарь привода датчика электротахометра на глубину (7±0,2) мм. При напрессовке шестерни и подшипников на вал передача усилий через шарики не допускается. При установке собранного вала на двигатель метка на ведомой шестерне привода топливного насоса совмещается с меткой на шестерне распределительного вала, как показано на рис. 5, после чего в переднюю опору запрессовывается подшипник и устанавливается корпус заднего подшипника.
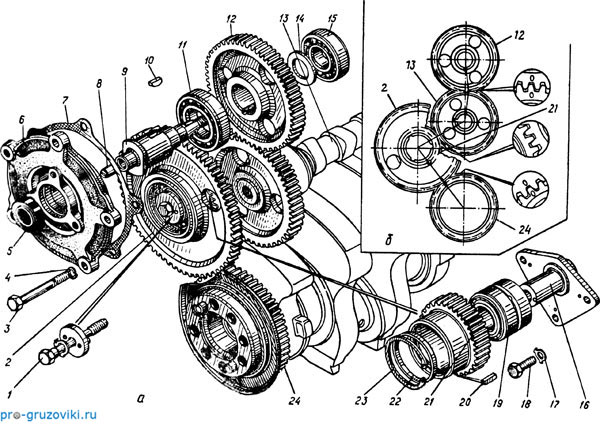
Рис. 5. Размещение и установка шестерен привода агрегатов:
а - размещение распределительных шестерен в задней части двигателя; б - схема установки распределительных шестерен по меткам; 1 - болт М12Х1 крепления роликоподшипника; 2, 21 - промежуточные шестерни; 3 - болт; 4, 17 - шайбы; 5 - манжета; 6 - корпус заднего подшипника; 7 - прокладка; 8 - сухарь; 9 - вал шестерни привода топливного насоса высокого давления; 10 - шпонка; 11, 15 - шарикоподшипники; 12 - шестерня привода топливного насоса высокого давления; 13 - распределительный вал в сборе с шестерней; 14 - упорная шайба; 16 - ось; 18 - болт М10Х1; 19 - конический двухрядный роликоподшипник; 20 - шпонка; 22 - упорное кольцо; 23 - стопорное кольцо; 24 - ведущая шестерня коленчатого вала
После установки топливного насоса затягиваются стяжные болты переднего фланца полумуфты ТНВД, подсоединяются масляные трубопроводы, устанавливаются форсунки, после чего подсоединяются топливопроводы низкого и высокого давления, производится окончательная регулировка впрыска топлива, устанавливается рукоятка фиксатора в мелкий паз на корпусе фиксатора для закрепления муфты на валу.
Клапанный механизм собирается и регулируется после притирки и контроля клапанов в клапанных гнездах. Регулировка клапанов производится при четырех положениях коленчатого вала. Первое положение коленчатого вала определяется относительно начала впрыска топлива в первом цилиндре. Последующие положения коленчатого вала определяются его поворотом на угол, указанный в табл. 3. При каждом положении регулируются зазоры клапанов одновременно двух цилиндров в порядке работы: 1-5-4-2-6-3-7-8.
Тепловой зазор регулируется в следующем порядке:
снимаются крышки головок цилиндров;
затягиваются болты крепления головок цилиндров в последовательности, указанной;
устанавливается фиксатор маховика в нижнее положение; снимается крышка люка в нижней части картера сцепления;
вставляется ломик в отверстия на маховике и проворачивается коленчатый вал до тех пор, пока фиксатор не войдет в зацепление с маховиком;
фиксатор маховика устанавливается в верхнее положение;
коленчатый вал поворачивается на угол 60° против часовой стрелки, если смотреть со стороны маховика; поворот маховика на угловое расстояние между двумя соседними отверстиями соответствует повороту коленчатого вала на 30°, т. е. в первое положение. При этом клапаны 1-го и 5-го цилиндров закрыты, штанги клапанов легко проворачиваются от руки;
проверяется момент затяжки гаек крепления стоек коромысел регулируемых цилиндров; при необходимости гайки затягиваются;
щупом проверяется зазор между носками коромысел с торцами стержней клапанов 1-го и 5-го цилиндров, как показано на рис.5; щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должен входить с усилием; передние клапаны правого ряда цилиндров впускные, левого ряда - выпускные.

Рис. 6. Установка топливного насоса высокого давления (ТНВД) на двигателе:
а - порядок затяжки болтов крепления ТНВД; б - установка муфты ТНВД на впрыск топлива в первый цилиндр двигателя; I, III, IV, II - последовательность затяжки болтов крепления ТНВД при установке его на двигатель; 1 - корпус ТНВД; 2 - муфта опережения впрыска топлива; 3 - диск вала привода ТНВД с гребенкой; 4 - вал привода муфты опережения впрыска топлива; 5 - крышка; 6 - метки гребенки на диске вала привода ТНВД; 7 - метка на корпусе муфты опережения впрыска; 8 - метка на корпусе ТНВД; 9, 12, 13, 15 - болты крепления ТНВД; 10 - секция подачи топлива к форсункам; 11 - направление порядка затяжки болтов крепления ТНВД; 14 - динамометрический ключ для затяжки болтов
Углы поворота коленчатого вала относительно положения, соответствующего началу впрыска топлива в первом цилиндре (для регулирования тепловых зазоров клапанов остальных цилиндров) проверяется затяжка болтов крепления ТНВД, а, и положение меток на торце корпуса муфты опережения впрыска топлива, корпусе топливного насоса высокого давления и фланца ведущей полумуфты привода ТНВД, как показано на рис. 6, б; если риски не совпадают, коленчатый вал специальным ключом через отверстие в нижней части картера маховика проворачивается маховиком на один оборот до появления рисок на гребенке диска вала привода ТНВД, при этом риски должны быть совмещены;
Регулировка теплового зазора облегчается применением приспособления И-801.14.000, показанного на рис. 7. При этом гайка регулировочного винта ослабляется и вставляется в зазор щупа. Вращением регулировочного винта отверткой устанавливается требуемый зазор. Придерживая винт отверткой, гайка затягивается и проверяется величина зазора. Дальнейшее регулирование зазоров в клапанном механизме производится попарно в цилиндрах 4-м и 2-м (положение II), 6-м и 3-м (положение III), 7-м и 8-м (положение IV), проворачивая коленчатый вал по ходу вращения каждый раз на 180°. Контроль правильности регулировки проверяется на работающем двигателе. При правильно отрегулированных зазорах стука в клапанном механизме не должно быть. Крышки люка картера сцепления и головок цилиндров устанавливаются после регулировки по назначению. Величины зазоров должны быть: для впускных клапанов - 0,15-0,20 мм; для выпускных клапанов - 0,30-0,35 мм.
3.Углы поворота коленчатого вала относительно положения, соответствующего началу впрыска топлива в первом цилиндре (для регулирования тепловых зазоров клапанов остальных цилиндров)
Рис. 7. Сборка привода клапанов и регулировка теплового зазора между клапаном и толкателем с использованием щупа, ключа и отвертки:
1 - регулировочный винт; 2 - контргайка

Рис. 8. Регулировка теплового зазора в клапанном механизме с использованием приспособления И-801.14.000:
1 - накидной ключ с воротком; 2 - отвертка с воротком; 3 - регулировочный винт коромысла; 4 - контргайка; 5 - носок коромысла; 6 - пластинчатый щуп; 7 - пружина клапана
Перед регулировкой необходимо надежно затянуть контргайки регулировочных винтов и проверить зазоры.
5.2
^
Сборка и установка деталей газораспределительного механизма
Сборка и установка распределительного вала, газораспределительного механизма во втулки, запрессованные в блок цилиндров. Перед установкой в блок цилиндров распределительный вал собирается с корпусом заднего подшипника и распределительной шестерней. Перед сборкой с корпусом подшипника опорная шейка вала и втулка корпуса протираются салфеткой и смазываются чистым дизельным маслом. Шестерня после предварительного нагрева до температуры (100+-10) °С напрессовывается на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25-0,30 мм.
Распределительный вал в сборе показан на рис. 9.
Перед установкой распределительного вала в блок цилиндров внутренняя поверхность опорных втулок и опорные шейки распределительного вала смазываются чистым дизельным маслом. Распределительный вал устанавливается аккуратно без повреждения рабочих поверхностей втулок.
Установка деталей газораспределительного механизма, передающих усилия от распределительного вала к коромыслам. Направляющие толкателей в комплекте с толкателями устанавливаются на штифты блока цилиндров и крепятся к блоку болтами. Болты затягиваются моментом затяжки 70-90 Н*м.
Штанги перед установкой в блок цилиндров протираются, а наконечники смазываются чистым дизельным маслом. Стойка с коромыслами клапанов в сборе должна легко без ударов войти на установочные штифты и шпильки. Коромысла клапанов устанавливаются так, чтобы сфера регулировочного винта была совмещена с наконечником штанги. Регулировочные винты должны быть ввернуты в коромысло до упора.

Рис. 9. Распределительный вал в сборе:
^ 1 - распределительный вал; 2 - корпус подшипника; 3 - распределительная шестерня; 4 - шпонка; 5 - подшипник
Затяжка гаек и крепления стойки с коромыслами в сборе производится моментом затяжки 40-60 Н*м, после чего регулируется зазор между носком коромысла и торцом клапана.
5.3
^
Сборка и установка масляного насоса и поддона картера
Масляный насос перед установкой на двигатель собирается с ведомой шестерней привода масляного насоса, с всасывающей трубкой и трубкой клапана системы смазки. Затяжка болтов фланцев трубок масляного насоса и болтов крепления масляного насоса производится в два приема (момент затяжки 50-60 Н*м).
После установки масляного насоса нижняя часть картера закрывается поддоном.
Установка передней крышки блока цилиндров, коллекторов и трубопроводов.
Передняя крышка блока цилиндров устанавливается на блок в сборе с гидромуфтой привода вентилятора и шкивом привода генератора. Перед этим на коленчатый вал надевается полумуфта мощности и шайба носка коленчатого вала. В полумуфту отбора мощности вводится вал привода гидромуфты. Затяжка болтов крышки производится моментом затяжки 50-60 Н*м.
Впускные и выпускные коллекторы и водяные трубы системы охлаждения перед установкой на двигатель тщательно обдуваются сжатым воздухом. Затяжка болтов их крепления производится последовательно в 2 приема (предварительная и окончательная).
5.4
^
Сборка коленчатого вала и установка его в блок цилиндров
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике - распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 10.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90- 120 Н*м, а затем окончательно - с моментом затяжки 210- 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25-0,27 мм.

Рис. 10. Коленчатый вал в сборе:
1 - передний торец коленчатого вала; 2 - шпонка; 3,6 - противовесы; 4 - шестерня привода масляного насоса; 5 - заглушка; 7 - распределительная шестерня; 8 - маслоотражатель; 9 - установочный штифт; 10 - шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05-0,20 мм.
К атегория:
Техническое обслуживание автомобилей
Технические условия на сборку двигателя КамАЗ-740
Установка гильз цилиндров и направляющих толкателей.
Верхние уплотнительные кольца необходимо устанавливать на гильзы цилиндров без скручивания и излишнего растягивания.
Перед установкой гильз в блок на заходные фаски блока и гильз необходимо нанести смазку типа ЦИАТИМ . Гильзы следует вставлять в блок осторожно усилием руки, не допуская срезания выступающих из канавок уплотнительных колец.
На верхнем нерабочем торце каждой гильзы на стороне, обращенной к вентилятору, необходимо нанести номер цилиндра.
Направляющие толкателей должны поступать на сборку в комплекте с толкателями. Все направляющие и толкатели, устанавливаемые на один двигатель, должны иметь размер по рабочему чертежу или ремонтный. Направляющие следует устанавливать на штифты блока цилиндров и крепить болтами. Момент затяжки болтов должен быть 7,5-9,5 кгс-м.
Сборка и установка распределительного вала. Вал распределительный должен быть собран с корпусом подшипника и шестерней. Перед сборкой с корпусом подшипника заднюю опорную шейку вала и втулку корпуса необходимо протереть салфеткой и смазать чистым маслом для двигателя.
Шестерню, предварительно нагретую до температуры (100±10) °С, напрессовать на шейку вала до упора. Зазор между шестерней и корпусом подшипника должен быть 0,25-0,30 мм.
При установке распределительного вала в блок цилиндров втулки опор и опорные шейки вала смазать чистым маслом для двигателя. Распределительный вал следует устанавливать аккуратно; повреждение рабочих поверхностей втулок не допускается.
Сборка и установка коленчатого вала. Коленчатый вал перед сборкой необходимо тщательно обдуть сжатым воздухом. В полости вала запрессовать и развальцевать заглушки, а в масляный канал переднего торца вставить ввертыш, Как показано на рис. 2. Глубина торца ввертыша от торца вала должна быть не менее 56,5 мм. Момент затяжки ввертыша должен быть 5-6 кгс-м. Герметичность заглушек проверить опрессовкой полостей дизельным топливом под давлением 2 кгс/см2. Допускается подтекание топлива не более 20 г/мин для одной заглушки. После проверки для удаления топлива необходимо продуть каналы и полости вала. Проверку герметичности заглушек допускается производить маслом при температуре 40-50° С под давлением 10 кгс/см2; подтекание масла для одной заглушки не должно быть более 20 г/мин. Повторная установка использованных заглушек не допускается.

Рис. 1. Стыки головки цилиндра и гильзы, головки и блока цилиндров двигателя КамАЗ: 1 - опорное кольцо; 2 - прокладка головки цилиндра; 3-головка цилиндра; 4 - резиновая уплотнительная прокладка головки; 5 - блок цилиндров; 6 -- уплртнительное кольцо гильзы; 7- гильза

Рис. 2. Установка заглушек каналов коленчатого вала: 1 - передний противовес; 2-шестерня привода масляного насоса; 3-заглушка; 4 - втулка; 5 - ввертыш-заглушка
Установочные штифты необходимо запрессовать в коленчатый вал так, чтобы штифт переднего конца вала выступал на 7 мм, а заднего на 10 мм.
Шестерни и противовесы перед напрессовкой нагреть до температуры 105 °С. Напрессовку производить до упора. Противовесы изготовлены с дисбалансом 13 500 г-см относительно оси отверстия с направлением действия вдоль оси симметрии противовеса. Отклонение от заданного дисбаланса не должно превышать 15 гс-см в любом направлении.
Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров. Перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки должны быть смазаны чистым маслом для двигателя. Упорные полукольца коленчатого вала установить в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников затянуть в соответствии с инструкцией, приведенной в ТУ на ремонт дбигателя.
Установка распределительных шестерен. Шестерни должны быть установлены по меткам, как показано на рис. 78. Затяжку болтов крепления оси ведущей шеЛерни привода распределительного вала- к блоку производить в два приема (предварительно и окончательно) моментом 5,0-6,2 кгс-м. Болт крепления роликоподшипника ведущей шестерни распределительного вала затянуть моментом 9-10 кгс-м.
Окружной зазор в зацеплении шестерен газораспределения при рабочем состоянии двигателя должен быть 0,1-0,3 мм. Замер окружного зазора производить щупом в трех точках (не менее).
Сборка и установка картера маховика. Картер собирается с корпусом переднего подшипника и манжетой заднего конца колен-’ чатого вала. Перед установкой картера блок цилиндров по периметру прокладки картера маховика допускается смазывать тонким слоем консталина УТ-2 или смазками 1-13, ЦИАТИМ -201. Затяжку болтов крепления картера маховика производить моментом 9-11 кгс-м.
Радиальное биение посадочного диаметра и осевого торца картера маховика под картер сцеплени^ относительно оси коленчатого вала не должно превышать 0,4 мм.
Сборка и установка поршня с пальцем и шатуном. Поршень с пальцем и шатуном собирается после нагрева поршня до 80-)(10° С. Отверстие в шатуне под палец и. сам палец должны быть обильно смазаны маслом для двигателя. Палец устанавливается усилием руки (запрессовка не допускается).
Выточки под клапаны на поршне и пазы под усы вкладышей на шатуне необходимо расположить в одну сторону. Стопорные кольца поршневого пальца должны надежно фиксировать его в поршне от осевого перемещения.
На крышке шатуна необходимо выбить порядковый номер цилиндра, предварительно проверив спаренность крышки с шатуном.
Установку компрессионных и маслосъемных колец на поршень производить с помощью специального приспособления. Маслосъемноё кольцо устанавливать последовательно: сначала вставить в канавку пружинный расширитель, затем надеть кольцо так, чтобы стык расширителя находился под углом 180° к замку кольца.

Рис. 3. Установка распределительных шестерен: 1 - шестерня ведущая; 2,3 - шестерни промежуточные; 4 - шестерня распределительного вала; 5 - шестерня привода ТНВД
Затем установить компрессионное кольцо, покрытое мплийя^и, и последним - компрессионное, покрытое хромом. Замки смежных колец развести в противоположные стороны.
Комплекты с поршнями и кольцами в сборе устанавливать на двигатель в соответствии с номерами цилиндров, выбитыми на крышке шатуна. Нумерация цилиндров приведена на рис. 4. При установке поршня в гильзу выточки под клапаны на поршне должны быть смещены ближе к оси коленчатого вала.
Суммарный зазор между торцами нижних головок шатунов и щеками коленчатого вала (осевой люфт) должен быть не менее 0,15 мм. Выступание днища поршня над буртом гильзы должно быть в пределах 0,5-0,7 мм.
Болты креплении крышек шатунов должны быть затянуты до удлинения на 0,25-0,27 мм.
Сборка и установка маховика. Маховик должен быть собран с зубчатым ободом и установочной втулкой. При установке на маховик зубчатый обод необходимо нагреть до температуры 230° С. Установочная втулка должна быть собрана с манжетой первичного вала и запрессована до упора стопорного кольца в маховик.

Рис. 4. Схема нумерации цилиндров двигателя КамАЗ и расположения секций ТНВД
Рис. 5. Маховик в сборе двигателя КамАЗ: 1 - зубчатый венец; 2 - маховик; 3 - упорное кольцо; 4 - установочная втулка; 5 - сальник первичного вала коробки передач
Перед установкой маховика на двигатель в отверстие заднего торца коленчатого вала запрессовать подшипник первичного вала коробки передач и заложить 15 г смазки № 153. Затяжку болтов крепления маховика производить последовательно в два приема (предварительно и окончательно) моментом 15- 17 кгс-м. Биение рабочей поверхности маховика и при-валочной поверхности под кожух сцепления, замеренное на максимальных диаметрах относительно оси коленчатого вала, не должно превышать 0,25 мм.
Сборка и установка головок цилиндров. Головку цилиндра перед сборкой необходимо тщательно обдуть сжатым воздухом. Опорное кольцо газового стыка после установки в головку необходимо обжать усилием 4500 кгс. Выступание плоскости кольца из головки после обжатия должно, быть 0,122-0,230 мм. Разность замеров для одной головки не должна превышать 0,08 мм. Выступ кольца газового стыка не должен иметь заусенцев и забоин.
Посадка клапанов на седла должна быть герметичной. Проверку герметичности производить сухим воздухом при давлении 1.5 кг/см2. Допустимая утечка воздуха не должна превышать 3.6 см /мин. Клапаны должны быть надежно зафиксированы сухарями.
Перед установкой головки цилиндра плоскости сопряжения блока и головки, а также прокладки необходимо протереть и обдуть сжатым воздухом. Резиновые уплотнительные кольца головки цилиндров следует устанавливать плоской стороной к блоку цилиндров. Головка цилиндра должна свободно без ударов садиться на установочные штифты. Резьба болтов крепления головки цилиндра должна быть смазана тонким слоем графитной смазки. Болты затягиваются в, последовательности, указанной на рис. 81. Затяжку болтов необходимо производить не менее чем в три приема: 1-й – 4 кгс-м; 2-й - 124-15; 3-й - 19-Н21 кгс-м (предельные значения).

Рис. 6. Порядок затяжки болтов крепления головки цилиндра двигателя КамАЗ
К атегория: - Техническое обслуживание автомобилей
Страница 1
А)-стык с гильзой и блоком цилиндра
Б)-стык с комбинированным уплотнением
В) - с кольцом беспрокладочного газового стыка на гильзу цилиндра газовой конструкции.
49.Установить головку блока цилиндров с клапанами в сборе на блок цилиндров и завернуть болты креплениями с шайбами. Перед заворачиваем резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Рис.1.5.
Последовательность затяжки болтов крепления цилиндров
Схема затяжки болтов головки блока цилиндров

Величина момента затяжки болтов 40-50Н.м (4-5 кгс.м) (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, графитовая смазка (УСсА)3333-80, кисть)
50. Повторить работы 47-49 для каждого цилиндра блока цилиндров.
51.Затянуть окончательно болты крепления головок цилиндров в два приёма. Величина момента затяжки болтов крепления для приёма 120-150 Н.м (12-15кгс.м);для приёма 160-180 Н.м (16-18 кгс.м) (Головка сменная 19 мм, ключ динамометрический модель ПИМ-1754)
52.Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошёл в паз маховика, а метка «0» шестерни распределительного вала находилась в верхнем положении. (рычаг)
53.Установить ведомую шестерню привода ТНВД в сборе с валом на двигатель. Ведомую шестерню установить так, чтобы метка «0» ведомой шестерни совпала с аналогичной меткой шестерни распределительного вала.
54.Установить прокладку, корпусов заднего подшипника в сборе с манжетой и завернуть болты крепления с пружинными шайбами. Величина момента затяжки болтов 45-50 Н.м (4,5-5,0 кгс.м) (Головка сменная 17мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, молоток)
55.Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60 градусов по ходу вращения, установив его тем самым в положение согласно таблице 1.4. Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30 градусов.
Таблица 1.4.
Регулировка клапанов
56.Отлегулировать в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25-0,30 мм, для выпускного клапана 0,35-0,40 мм.Величина затяжки гаек регулировочных винтов 34-42 Н.м (3,4-4,2 кгс.м)
Регулировку тепловых зазоров производить в следующем порядке:
Проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров необходимо подтянуть;
Правовая среда бизнеса
Создание собственного дела в России осуществляется в соответствии с действующим гражданским законодательством, федеральными законами об отдельных организационно-правовых формах компаний и различными нормативными актами, регулирующими весь процесс образования и функционирования частных фирм. Для пре...
Основные мероприятия по совершенствованию организации дорожного движения на
ул. Советская
Проведенный анализ дорожной обстановки на рассматриваемом участке ул. Советская показал, что дорожное полотно находиться в хорошем состоянии, дорожные знаки установлены на всех имеющихся перекрестках. Основными мероприятиями являются: 1. Обновление разметки на всём протяжении ул. Советская. Кроме т...
Классификация
контейнеров
Таблица 1 Классификация контейнеров Название Внешний вид Длина, м Ширина, м Высота, м Объем, м.куб Вес груза, кг 20 футовые Стандартный 6,06 2,44 2,59 33,3 21 700 Рефрижератор 6,06 2,44 2,6 26,5 24 000 Изолированный 6,06 2,44 2,44 26,3 17 760 Открытый верх (Open Top) 6,06 2,44 2,59 32,6 21 500 Танк...
31.Обозначение вкладышей соответствующей шейки, диаметр постели в шатуне нанесены на тыльной стороне вкладыша (головка сменная 19мм, ключ с присоединительным квадратом)
32. Смазать вкладыши шатунных подшипников и установить их в крышки шатунов и в нижние головки шатунов. Смазать маслом М10Г2К. Выступы на вкладышах должны совпадать с выточками на крышке и шатуне (ёмкость с маслом, кисть)
33.Повернуть коленвал для установки первой шатунной шейки в нижнее положение (рычаг).
34.Развести замки поршневых колец поршня с шатуном и кольцами в сборе первого цилиндра на 180 градусов относительно друг друга и установить поршень с шатуном и кольцами в сборе в соответствующий цилиндр с помощью оправки. Индекс поршня должен быть одинаковым с индексом гильзы. Поршни с индексом 10, можно устанавливать в любые гильзы. При установке поршней, вытачки под клапаны на днище поршня сместить в сторону развала блока цилиндров. (отправка для установки поршня, деревянный молоток)
35.Установить крышку шатуна на соответствующий шатун и предварительно закрепить болтами с гайками. С величиной момента затяжки 29-31 Н.м.(2,9-3,1 кгс.м.) Клейма спаренности из цифр на шатуне и его крышке должны быть одинаковыми. Канавка на шатуне должна совпадать при установке с замковым усом на крышке шатуна (головка сменная 19мм., ключ с присоединительным квадратом, удлинитель, рукоятка динамометрическая модель 131М).
36.Повторить работы 33, 34 для последовательной установке поршней с шатунами и кольцами в сборе в 8,2,7,3,4,5 и 6 цилиндры.
36.Повернуть коленчатый вал так, чтобы первая шатунная шейка оказалась в нижнем положении. Отчёт нумерации вести от передней части блока цилиндра.
37. Произвести окочательную затяжку гаек шатунных болтов первой шатунной шейки. Затяжку гаек производить до удлинения шатунных болтов 0,25-0,27 мм. Гайки шатунных болтов М13Х 1,25 изготавливаемые с 1 июля 1985 года, затягиваются с величиной момента затяжки 120-130 Н.м.(12-13 кгс.м.) (головка сменная 19 мм, ключ с присоединительным квадратом, приспособление для контроля удлинения, рукоятка динамометрическая 131М)
38.Проверить зазор между торцами нижней головки шатуна и щеками коленчатого вала, зазор должен быть не менее 0,15 мм (набор щупов №2)
39.Повернуть блок цилиндров в горизонтальное положение. (стенд)
40. Смазать прокладку картера маховика, установить прокладку, с помощью оправки картера маховика на блок цилиндров, Рис.1.3.
Оправка манжеты для установки картера маховика
1-оправка
совместить отверстия в картере, прокладке и блоке, установить болты и крепления с пружинами и плоскими шайбами и завернуть их, применять смазку ЦИАТИМ-201. Величина момента затяжки болтов крепления картера маховика 90-110 Н.м (9-11 кгс.м)(ёмкость, кисть, отправка, головка сменная 17 мм и 19мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М)
41.Установить на двигатель маховик в сборе и совместить отверстия под болты крепления маховика. Маховик устанавливать таким образом, чтобы установочный штифт на коленчатом валу вошёл в отверстие в маховике. (кран-балка, подвеска для установки маховика.)
42.Установить и завернуть болты крепления с замковыми креплениями маховика и загнуть края пластин на грани болтов. Величина момента затяжки болтов крепления 150-170Н.м (15-17 кгс.м) Замковые пластины устанавливались на двигателях до №75800 выпуска до февраля 1979 года. (головка сменная 19 мм, ключ с присоединительным квадратом, ключ динамометрический модель ПИМ-1754, молоток, зубило)
43.Проверить биение торца маховика относительно оси коленчатого вала. Величина биения должна быть не более 0,25 мм. Биение заменять на максимальном диаметре. (приспособления с индикатором модель ПРИ-1П)
44.Установить вал привода гидромуфты.
45.Смазать прокладку передней крышки блока, применять смазку ЦИОТИМ-201 (ёмкость, кисть)
46.Установить прокладку и гидромуфту привода вентилятора с передней крышкой блока в сборе на передний торец блока цилиндра и завернуть болты крепления с пружинными и плоскими шайбами.
Величина момента затяжки болтов крепления М10 50-60 Н.м (5-6 кгс.м), а болтов М12 90-110 Н.м (9-11 кгс.м) (кран-балка, подвеска, головки сменные 17,19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 130М)
47.Установить штанги толкателей в сборе первого цилиндра в толкателе штанг.
48.Установить прокладку головки блока цилиндров и резиновую уплотнительную прокладку Рис.1.4.
Установка головки цилиндра

А)-стык с гильзой и блоком цилиндра
Б)-стык с комбинированным уплотнением
В) - с кольцом беспрокладочного газового стыка на гильзу цилиндра газовой конструкции.
49.Установить головку блока цилиндров с клапанами в сборе на блок цилиндров и завернуть болты креплениями с шайбами. Перед заворачиваем резьбу болтов крепления головки цилиндров смазать тонким слоем графитовой смазки. Перед установкой головки блока необходимо вывернуть на несколько оборотов регулировочные винты коромысел. Рис.1.5.
Последовательность затяжки болтов крепления цилиндров
Схема затяжки болтов головки блока цилиндров
Величина момента затяжки болтов 40-50Н.м (4-5 кгс.м) (Головка сменная 19 мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, графитовая смазка (УСсА)3333-80, кисть)
50. Повторить работы 47-49 для каждого цилиндра блока цилиндров.
51.Затянуть окончательно болты крепления головок цилиндров в два приёма. Величина момента затяжки болтов крепления для приёма 120-150 Н.м (12-15кгс.м);для приёма 160-180 Н.м (16-18 кгс.м) (Головка сменная 19 мм, ключ динамометрический модель ПИМ-1754)
52.Повернуть коленчатый вал так, чтобы шток фиксатора маховика вошёл в паз маховика, а метка «0» шестерни распределительного вала находилась в верхнем положении. (рычаг)
53.Установить ведомую шестерню привода ТНВД в сборе с валом на двигатель. Ведомую шестерню установить так, чтобы метка «0» ведомой шестерни совпала с аналогичной меткой шестерни
распределительного вала.
54.Установить прокладку, корпусов заднего подшипника в сборе с манжетой и завернуть болты крепления с пружинными шайбами. Величина момента затяжки болтов 45-50 Н.м (4,5-5,0 кгс.м) (Головка сменная 17мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, молоток)
55.Вывести фиксатор из паза маховика и повернуть коленчатый вал на 60 градусов по ходу вращения, установив его тем самым в положение согласно таблице 1.4. Поворот маховика на угловое расстояние между двумя соседними отверстиями на выступах, соответствует повороту коленчатого вала на 30 градусов.
Таблица 1.4.
Регулировка клапанов
Параметр
Значение параметров при положениях коленчатого вала
Угол поворота
коленвала 600 2400 4200 6000
Цилиндры
Регулируемых
клапанов 1-5 4-2 6-3 7-8
56.Отлегулировать в клапанных механизмах первого и пятого цилиндров. Величина зазоров: для впускного клапана 0,25-0,30 мм, для выпускного клапана 0,35-0,40 мм.Величина затяжки гаек регулировочных винтов 34-42 Н.м (3,4-4,2 кгс.м)
Регулировку тепловых зазоров производить в следующем порядке:
Проверить момент затяжки гаек крепления стоек коромысел регулируемых цилиндров необходимо подтянуть;
Проверить щупом зазор между носками коромысел (Рис.1.6.) и стержней клапанов 1-го и 5-го цилиндров. Щуп толщиной 0,3 мм для впускного и 0,4 мм для выпускного клапанов должно входить с усилием (передние клапаны первого ряда цилиндров – впускные, левого ряда – выпускные);
Проверка зазора клапанов

Установить приспособление для регулировки зазоров при необходимости регулировки ослабить гайку винта, установить в зазор щуп и вращая винт отвёрткой, установить требуемый зазор. Придерживая винт отвёрткой, затянуть гайку ключом и провернуть величину зазоров. (Приспособление для регулировки тепловых зазоров, набор щупов, головка сменная 13 мм, рукоятка динамометрическая модель 131М)
57.Повернуть коленчатый вал на 180 градусов по ходу вращения.(Рычаг)
58.Отрегулировать зазоры в клапана 0,25-0,30 мм, для впускного клапана 0,35-0,40 мм. Величина момента затяжки гаек регулировочных винтов 34-42 Н.М (3,4-4,2 кгс.м) (Набор щупов, головка сменная 13 мм, рукоятка динамометрическая модель 131М, приспособление для регулировки зазоров)
59.Повторить работы 57-58 для клапанных механизмов шестого и третьего цилиндров и седьмого и восьмого цилиндров соответственно.
60.Установить прокладку, крышку головки первого цилиндра и завернуть болт крепления с плоскими шайбами. Момент затяжки болта 17-22 Н.м (1,7-2,2 кгс.м) (Головка сменная 13 мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131 М)
61.Повторить работу 60 для оставшихся семи крышек головок первого цилиндра.
62.Надеть на передний рым-болт регулировочные шайбы и завернуть рым-болт в блок цилиндров. Регулировочных шайб должно быть не более четырех. Болт навернуть относительно продольной оси двигателя на 15 градусов. (Вставка специальная)
63.Установить прокладку переднего фланца трубки клапана системы смазки, масляный насос в сборе с трубками, завернуть болты крепления с замковыми шайбами масляного насоса и болта кронштейна всасывающей трубки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50-60 Н.м (5,0-6,0 кгс.м) На двигателях № 163856 произведена замена замковых шайб на пружинные (крепления масляного насоса) и плоские (крепления кронштейна). (Головка сменная 17мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, молоток, зубило)
64.Завернуть болты крепления с замковыми шайбами переднего фланца подводящей трубки клапана системы смазки к блоку цилиндров и загнуть усы замковых шайб на грани болтов. Момент затяжки болтов крепления 50-60Н.м (5-6 кгс.м) На двигателях с № 163851 выпуска с 15 февраля 1980 года произведена замена замковых шайб пружинными. (Головка сменная 13 мм, ключ с присоединительным квадратом, рукоятка динамометрическая модель 131М, молоток, зубило)
65.Наклеить прокладку поддона на блок цилиндра, смазав её поверхность тонким слоем смазки или пасты уплотнителя. Применять смазку Литол-24 или «Герметик» ТУ 6-10-1796-71 или УН-25 ТУ МХП 3336-52. Материал прокладки: резина.(Емкость, лопатка деревянная)
66.Проверить тщательно чистоту внутренних поверхностей двигателя, установить поддон и завернуть болты крепления гайки с пружинным шайбами.(Пневмогайковерт модель ИП-3113, головка сменная 13 мм)
67.Повернуть двигатель на стенде головками блока цилиндров вверх. (Стенд)
2. ИСПЫТАНИЕ ДВИГАТЕЛЯ
2.1. Оборудование, приборы, инструмент.
Кран-балка подвесная, подвеска для транспортировки и установки двигателя на стенд модель 130.219.00.000.000; стенд для испытания двигателей модель 470.004 – 470.006; набор щупов, рукоятка динамометрическая модель 131М, рычаг для поворота коленчатого вала двигателя модель 7829-4087 или 7829-4063, приспособление для регулировки клапанов И-801.14.000; головки сменные 13,14, 17, 19, 22 мм, ключ с присоединительным квадратом, ключи гаечные с открытым зевом 8, 10, 13, 14, 17, 19, 22, 24 мм, ключи гаечные кольцевые 17, 19, мм, отвёртка слесарно-монтажная 8,0 мм, электропогрузчик серия 02.
1.Установить двигатель на стенд, закрепить его и подготовить двигатель к приработке и испытанию, для чего выполнить следующие работы:
Отвернуть сливные пробки из масляного поддона двигателя,
Соединить выпускные трубы газопровода с фланцами выпускных коллекторов двигателя,
Соединить карданным валом балансирный электротормоз стенда с маховиком двигателя,
Соединить трубку слива топлива от форсунок с топливной системой стенда,
Установить ремни привода водяного насоса и натянуть их,
Закрыть и закрепить кожух ограждения со стороны вентилятора,
Соединить тягу с рычагом подачи топлива из ТНВД,
Соединить тягу с рычагом останова ТНВД,
Подсоединить к двигателю шланги подвода и отвода воды,
Подсоединить к фильтру центробежной очистки масла и к фильтру полнопоточной очистки масла шланги подвода масла,
Снять топливную трубку высокого давления 8-й секции
ТНВД (первого цилиндра двигателя) и соединить со штуцером датчика,
Присоединить шланг подвода топлива (дренажную) от топливного фильтра,
Присоединить гибкий металлический шланг подвода воздуха от воздушного фильтра к двигателю,
Установить технологические заглушки в отверстие подвода воды и масла к компрессору и насосу гидроусилителя руля,
включить подачу воды, масла и топлива к двигателю. (кран-балка, подвеска, стенд для испытания двигателя, головки сменные 13,14,17,19 и 22 мм, ключ с присоединительным квадратом, ключи гаечные открытые 8,10,13,14,17,19 22 и 27 мм, ключи гаечные кольцевые 17,19 мм)
Каждая головка блока Камаз-740 устанавливается на два установочных штифта, запрессованные в блок цилиндров, и крепится четырьмя болтами из легированной стали.
Один из установочных штифтов одновременно служит втулкой для подачи масла на смазку коромысел клапанов. Втулка уплотнена резиновыми кольцами.
В головке блока цилиндров Камаз-740, по сравнению с головкой двигателя 740.10, увеличено отверстие слива моторного масла из-под клапанной крышки в штанговую полость. Окна впускного и выпускного каналов расположены на противоположных сторонах головки цилиндров.
Впускной канал имеет тангенциальный профиль для обеспечения оптимального вращательного движения воздушного заряда, определяющего параметры рабочего процесса и экологические показатели двигателя, поэтому замена на головки цилиндров двигателя 740.10 не допускается.
В головку блока цилиндров Камаз-740 запрессованы чугунные седла и металлокерамические направляющие втулки клапанов. Седла клапанов имеют увеличенный натяг в посадке по сравнению с седлами двигателя 740.10, и фиксируются острой кромкой.
Выпускное седло и клапан профилированы для обеспечения меньшего сопротивления выпуску отработавших газов. Применение выпускного клапана 740.10 не рекомендуется.
Стык «головка цилиндра - гильза» Камаз-740 (газовый стык) - беспрокладочный. В расточенную канавку на нижней плоскости головки запрессовано стальное уплотнительное кольцо.
Посредством этого кольца головка цилиндра Камаз-740 устанавливается на бурт гильзы. Герметичность уплотнения обеспечивается высокой точностью обработки сопрягаемых поверхностей уплотнительного кольца и гильзы цилиндра.
Уплотнительное кольцо дополнительно имеет свинцовистое покрытие для компенсации микронеровностей уплотняемых поверхностей.
1 - головка цилиндра, 2 - прокладка крышки головки, 3 - болт крепления крышки, 4 - крышка головки цилиндра, 5 - болт крепления головки, 6-втулка прокладки патрубка, 7 - уплотнительное кольцо газового стыка, 8 - впускной клапан, 9 - седло клапана, 10 - направляющая втулка клапана, 11 - шайба пружин клапана, 12 - наружная и внутренний пружины клапана, 13 - тарелка пружин клапана, 14 - втулка тарелки, 15 - сухарь клапана, 16-уплотнителъная манжета, 17 - впускной клапан
В головках цилиндров размещены клапанный механизм и форсунка. Клапанный механизм головки закрыт алюминиевой крышкой, уплотненной прокладкой. Чугунные седла и металлокерамические направляющие втулки клапанов растачиваются после их запрессовки в головку.
Каждая головка закреплена на блоке цилиндров четырьмя болтами. Чтобы избежать нарушения герметичности газового стыка, болты затягивают по перекрестной схеме в три приема.
Впускной и выпускной каналы расположены с противоположных сторон головки. При взгляде на двигатель со стороны впускные клапаны головок находятся справа, а выпускные - слева.
Впускной канал имеет тангенциальный профиль, обеспечивающий вихревое движение воздуха в цилиндре, улучшение смесеобразования и ускорение процесса сгорания впрыскиваемого топлива. Гнездо под форсунку расположено со стороны выпускного клапана под углом к оси цилиндра.
Демонтаж головки блока двигателя
Снимать головки блока цилиндров приходиться довольно часто. Минимум каждые 40-50 тысяч километров пробега. Так уж конструктивно устроен двигатель КамАЗа. Причиной становится подтекающая охлаждающая жидкость или масло. Демонтаж ГБЦ потребуется также для ремонта поршневой группы или газораспределительного механизма.
Давайте поэтапно и подробно рассмотрим процесс демонтажа головки блока двигателя КамАЗ 740.
1. Слейте не менее половины объема охлаждающей жидкости из системы охлаждения.
2. Для демонтажа головок блока некоторых цилиндров потребуется демонтировать расширительный бачек охлаждающей жидкости и компрессор.
3. Снимаем впускной и выпускной коллектора, а также откручиваем все мешающие трубки подачи топлива.
4. Отворачиваем болт крепления крышки головки блока ключом на 13.

5. Снимаем крышку и уплотнительную прокладку.
 6. Если необходимо снимать только одну головку, придется снять крышку с соседней головки блока, чтобы её выступ не мешал демонтажу.
6. Если необходимо снимать только одну головку, придется снять крышку с соседней головки блока, чтобы её выступ не мешал демонтажу.
 7. Для демонтажа ГБЦ четвертого и восьмого цилиндров, потребуется отвернуть гайки крепления рессор кабины ключом на 17 и отвести их в сторону вместе с амортизаторами.
7. Для демонтажа ГБЦ четвертого и восьмого цилиндров, потребуется отвернуть гайки крепления рессор кабины ключом на 17 и отвести их в сторону вместе с амортизаторами.
 8. Штанги газораспределительного механизма желательно зафиксировать, например, связав между собой, чтобы избежать их проваливания в поддон при снятии головки блока цилиндров.
8. Штанги газораспределительного механизма желательно зафиксировать, например, связав между собой, чтобы избежать их проваливания в поддон при снятии головки блока цилиндров.

9. Открутите четыре болта крепления головки к блоку при помощи торцевого или накидного ключа на 19.
 10. Снимайте головку блока поддев монтажной лопаткой и одновременно раскачивая, вставив в отверстие болта крепления вороток.
10. Снимайте головку блока поддев монтажной лопаткой и одновременно раскачивая, вставив в отверстие болта крепления вороток.
11. Головку следует очистить от загрязнений и нагара. После чего, заменить три уплотнительных кольца («бочонки») водяных отверстий.
 Уплотнительные кольца входят в ремонтный комплект РТИ головки блока двигателя КамАЗ 740. В лексиконе автомастеров встречается их название - бочонок.
Уплотнительные кольца входят в ремонтный комплект РТИ головки блока двигателя КамАЗ 740. В лексиконе автомастеров встречается их название - бочонок.

12. Оденьте новое уплотнительное кольцо на втулку масляного канала.
 13. Устанавливаем новую прокладку ГБЦ на блок двигателя и ставим на место штанги.
13. Устанавливаем новую прокладку ГБЦ на блок двигателя и ставим на место штанги.
 14. Установите головку блока на место. Болты крепления ГБЦ следует затягивать крест-накрест в три приема.
14. Установите головку блока на место. Болты крепления ГБЦ следует затягивать крест-накрест в три приема.
Окончательный момент затяжки болтов крепления головки блока двигателя КамАЗ 740 - 16-18 кгс*м.

Ремонтный комплект прокладок РТИ головок блока двигателя
Комплект состоит из:
1. 740.1003 040 Кольцо уплотнительное масляного канала - 16 шт.
2. 740.1003 214-04 Кольцо уплотнительное (головка цилиндров) «бочонок», устанавливается в отверстия каналов охлаждающей жидкости - 24 шт.
3. 740.1003 213-26 Прокладка уплотнительная головки цилиндра - 8 шт.
4. 740.1003270 Прокладка уплотнительная крышки головки цилиндра - 8 шт.

Прокладки головки цилиндра могут быть старого и нового образцов.

Прокладка ГБЦ старого образца

Ремонт головки блока двигателя
С учетом взаимозаменяемости головок блока двигателя КамАЗ 740 ремонту предпочтительна замена ГБЦ новой.
В случае необходимости ремонта зачастую осуществляют:
- Замену седел клапанов.
- Обработку седел - притирку клапанов.
- Растачивание гнезд под седла.
- Восстановление плоскости