– Хорошо смазать маслом цилиндры. – Разложить шатуны в порядке номеров цилиндров. Маркировки на крышке подшипника и на шатуне должны быть расположены напротив друг друга. Стрелки на днище поршней должны быть обращены к передней части двигателя.
– Распределить стыки поршневых колец равномерно по окружности поршня через 120°.
– Наложить стяжную ленту поршневых колец в области установки поршневых колец и вставить поршневые кольца в канавки. Проверить их надежную посадку.
– Провернуть коленчатый вал до занятия каких-нибудь двух из его шеек положения нижней мертвой точки.
– Вдвинуть сверху поршень в отверстие цилиндра. Для этого положить двигатель на бок, чтобы можно было провести шатун на шейку подшипника и он не поцарапал отверстие или шатунную шейку. Вкладыш должен уже находиться в шатуне.
– Вдвинуть поршень, кольца последовательно входят в цилиндр (рисунок 278) и в заключение ножка шатуна насаживается на шейку коленчатого вала.

– Вложить в крышку подшипника второй вкладыш направляющим выступом на левую сторону и хорошо смазать вкладыш. Прижать крышку к шатуну и слегка пристукнуть. Обязательно следить за тем, чтобы метки находились напротив друг друга, так как ошибку можно сделать и в последний момент.
– Смазать места прилегания гаек на крышке подшипника шатуна.
– Попеременно затянуть болты шатуна до момента затяжки 40–50 Нм и из этого положения довернуть болты еще на 90° –100°, то есть примерно на четверть оборота. Следует еще раз напомнить, что должно быть измерено растяжение болтов, как показано на рисунке 273, до того, как их устанавливать.

– После установки шатуна несколько раз провернуть коленчатый вал, чтобы немедленно установить возможное заклинивание.
– Еще раз проконтролировать маркировку всех шатунов и проверить, направление стрелок на поршнях и установлены ли поршни в соответствии с номерами цилиндров, если устанавливались прежние детали.
– Замерить щупом боковой люфт каждого шатунного подшипника на шейке коленчатого вала. При новых деталях он должен составлять 0,11 мм – 0,23 мм. Предел износа составляет 0,50 мм. – Последовательно устанавливать поршни в положение верхней мертвой точки и глубиномером замерить их выступание. Все поршни должны выступать над поверхностью головки цилиндров на величину от 0,65 до 1,05 мм.
Вопрос по установке колец, затяжке шатунов и головы
ВКЛАДЫШИ
И еще пришли вкладыши старые D2B D цифры на коленвале верх 12313 нижние 22222 значит у меня 2-ка т е черные заказываю MD343139 пришли 2 коробки внутри D5B A а в 2 других D4H A это нормально?
Ответ с мека " Вкладыши не маркируются номиналом, только по цвету. Нет на вкладышах цифр. 3 номинала отличия 0.005мм, ничего не "клинанет", изучи на досуге допуски по зазорам масляным - сильно удивишься."
forum.mek1.ru/viewtopic.php?p=145133
(3 номинала отличия 0.005мм - 0,006 мм - не ремонтные в допуске оригинал)
Как выбрать правильно смотрел
Выбор вкладышей маркировка
Выбор вкладышей маркировка
УСТАНОВКА КОЛЕЦ
Как правильно развернуть замки на поршне сколько градусов нашел в мануале что через 120 все 3 кольца
У друга на мазде 6 2 кольца на 180 и маслосъемные разогнаны на 60 (у кого то на 45 или 180 между собой)
У нас 3 кольцо маслосъемное я так понимаю тоже нужно разогнать замки он же из 3х частей состоит Кто знает подскажите.
вот так если по 120 делать замки колец

между кольцами по 90 грудосов, или между компресионными 180 и маслосъемными 180

Еще кольца


Забегая вперед итог как установил.
Кольца поставил на 120 градусов масло съемные разогнал в разные стороны при установке главное чтоб замок кольца не попал напротив пальца.
Кольца ставятся маркировкой Т (на старых Т1 и Т2) к верху есть разница компрессионных колец 1 и 2 одно уже другое шире есть срез на одном кольце бывает на 2х а есть что и нет значит разницы в установке его нет ну у нас все понятно маркировкой к верху
Масло съемное в наборе ТР не такое как стояло оно просто изогнуто змейкой, а старое было вырезано и загнуто пресом и стыки немного у них поэтому отличаются.
Перед установкой меряем тепловые зазоры должно быть 0,30 +0.15 мм
Кольца промазываем маслом все должно крутится, цилиндр мажем маслом и зажимку колец чтоб не подкусывало, все должно зайти более менее легко если не лезет выскочило кольцо стучать лучше не надо черевато сломом кольца.
Ответ по голове

Полный размер
по затяжке ГБЦ Сперва затяжка на 74 Нм, потом зачем то откручивать обратно и затянуть на 20 Нм довернуть на 90 градусов, потом еще на 90 градусов. Что то это мне кажется странным. Прокладка гбц вроде обычно одноразовая и усилие 20 Нм даже с доворотом 180 градусов
Ответ на меке Сообщение Neos » 15 июл 2016, 17:19
Отверстия под болты вымыть и продуть, болты тоже вымыть и высушить(перед установкой смазать(капнуть масла и подождать что бы стекло лишнее) на болте первые 3-4 витка и низ шляпки)
Поверхность блока(и гбц) что бы не повредить можно почистить кольцом с поршня(стрельнуть на разборке)
Сопрягаемые поверхности гбц и блока протереть ацетоном
1Kpm = 9.8Nm
Промежутки между подходами 15-30 мин(в это врямя бошку не трогать)
Варианты затяжки
1) 30 - 35 Нм (20 Нм)
2) 50 - 65 Нм (40 Нм)
3) 70 - 75 Нм (60 Нм и потом 4) 75 Нм)
4)-180град(отпуск)
5) 20 Нм
6)+90град
7)+90град
По мануалу
1. 75 Нм
2. 0 (ослабить)
3. 20 Нм
4. 90 градусов
5. 90 градусов
forum.mek1.ru/viewtopic.p…&t=10779&p=257938#p257938
carisma-club.su/index.php?showtopic=8585
Схожее
forum.mek1.ru/viewtopic.p…9f6b94400a3de45e5549b0fe7
forums.drom.ru/mitsubishi/t1151119141.html - неправильно установлена прокладка гбц
Забегая вперед Как вышло у меня по итогу: Голову затянул в 2 этапа сперва закручивал этапами до 75 Нм потом откручивал и закручивал на 20 Нм + два доворота по 90 градусов вышло где то 100 - 110 Нм два болта правда от 50 - 70 Нм
Болты по длине не превышали допустимых размеров оставил все старые закручивал по инструкции резьбу промыл бензином залил взболтал отказал и так несколько раз.
Прокладка полувырезом ставиться вверх.
Еще ответы
с Драйва: Oy2007 Не, я болты не менял и затянул где то на 70-80 дальше страшно стало, они бы не выдержали Вернее затянул на78 подождал и на 20 затянул, а дальше уже не тянул.
с Каризма-Клуба: На всех машинах тянул с усилием 120-130 Нм. Все ходили без нареканий.
Ответ с форума
Не сомневайтесь, слабовато не будет. Я делал, как указано в мануале, так всё равно на одном болте сорвал резьбу (все болты были новые). Пришлось опять новый болт заказывать.
Можете раз пять затянуть и ослабить, если двс не заводили/прогревали, прокладку не испортите. Первичная затяжка и ослабление нужна для более хорошей усадки/герметичности.
Вышло после двух доворотов по 90 около 100 - 110 Нм
Но вроде все тянут как в мануале и все норм думаю так же буду делать.
Уже дальше в БЖ
Установка поршневых пальцев
Поршневые пальцы плотно запрессовываются в верхние головки шатунов и имеют плавающую посадку в поршнях. Для запрессовки поршневых пальцев используйте комплект приспособлений Mot. 574-22, содержащий:
Подставку для поршня (S);
Оправки для извлечения пальцев.(1);
Установочные стерхни (А) с центрирующими приспособлениями (С);

Подготовка шатунов
Визуально проверьте:
Состояние шатунов (они могут быть скручены и погнуты);
Поверхности контакта между вкладышами и шатунами (при наличии заусенцев удалите их хонинговальным бруском, чтобы обеспечить правильную посадку вкладыша).
Для нагрева шатунов используйте нагревательную плиту мощностью 1500 Вт.
Уложите верхние головки шатунов на нагревательную плиту.
Обеспечьте плотное прилегание поверхности верхней головки шатуна к плите.
Для контроля за температурой нагрева шатунов положите на верхнюю головку каждого шатуна на участке (а) небольшой кусочек оловянного припоя с температурой плавления приблизительно 250°С.
Подготовка поршневых пальцев
Убедитесь, что поршневые пальцы свободно входят в соответствующие новые поршни. Используйте центрирующее приспособление С13 и установочный стержень А13.
Установите поршневой палец (Е) на установочный стержень (А), вверните центрирующее приспособление (С) до упора и затем отверните его обратно на 1/4 оборота.

Сборка шатуна с поршнем
На днищах поршней нанесены метки "Vt" (тип 1) или "Л" (тип 2), указывающие направление в сторону маховика.
При сборке поршня с шатуном следуйте приведенным ниже инструкциям:
Установите на подставку кольцо В18 и призму V18, наложите на них поршень и закрепите его имеющимся зажимом;
Удостоверьтесь, что отверстия для пальца в поршне точно совпадают с отверстием в кольце В18.
Нагревайте верхние головки шатунов, пока не расплавится припой.


Смажьте моторным маслом центрирующее приспособление и поршневой палец. Вставьте поршневой палец в поршень на подставке и убедитесь, что он свободно перемещается в осевом направлении и при необходимости восстановите соосность отверстий.
Ориентация поршня относительно шатуна
1. Цилиндры 1 и 2:
Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "А" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался внизу и слева от этой плоскости.

2. Цилиндры 3 и 4:
Поршень должен быть установлен на подставке так, чтобы стрелка, выгравированная на его днище (тип 1) или метка "Л" (тип 2), была направлена вверх и находилась справа от вертикальной средней плоскости поршня, а выступ (2) на днище поршня располагался сверху и слева от этой плоскости.
Установите шатун так, чтобы стопорной выступ (3) вкладыша шатунного подшипника находился внизу и справа от вертикальной средней плоскости поршня.

Последующие операции следует выполнять как можно быстрее, чтобы избежать охлаждения шатуна. 3. Когда температура припоя достигнет точки плавления (припой превратится в каплю):
Сотрите каплю припоя;
Вставьте в поршень центрирующее приспособление;
Вставьте шатун в поршень;
Как можно быстрее вставьте поршневой палец до упора центрирующего приспособления в подставку.
4. Убедитесь, что поршневой палец остается внутри поршня во всех положениях шатуна в поршне.
Коленчатый вал
1. Установите:
Вкладыши без канавок в гнезда коренных 1, 3 и 5 и вкладыши с канавками в гнезда подшипников 2 и 4;
Боковые регулировочные полукольца коленчатого вала в гнездо коренного подшипника 3 (канавками в сторону коленчатого вала);
Коленчатый вал.
2. Смажьте коренные и шатунные шейки вала моторным маслом.
3. Поставьте на место крышки коренных подшипников (они помечены цифрами с 1 до 5 и эти цифры должны находиться на стороне впуска).

Ключом с головкой Тогх 14 мм предварительно затяните болты крышек подшипников с моментом 25 Нм и затем доверните на угол 47 ± 5°.

Примечание : Не забудьте нанести на участки (А) крышки коренного подшипника № 1 тонкий слой герметика RHODORSEAL 5661.

4. Проверьте осевой зазор коленчатого вала. Он должен быть в пределах 0,045 - 0,252 мм при отсутствии износа и в пределах 0,045 - 0,852 при наличии износа.

Установка поршневых колец
Поршневые кольца, установленные на заводе, должны свободно перемещаться в своих поршневых канавках.
Они должны быть установлены правильно по их

1. Ориентируйте кольца на поршне, как показано на рисунке:

2. Вставьте подобранные поршни с шатунами в блок цилиндров, следя за тем, чтобы расположение и направление поршней были правильными. - Цилиндры 1 и 2:
Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "А" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился справа от оси (9).

Цилиндры 3 и 4:
Поршни должны быть установлены так, чтобы метка "VT" (тип 1) или метка "Л" (тип 2) указывала в сторону маховика, а выступ (8) на днище поршня находился слева от оси (10).

3. Затяните гайки болтов крышек шатунов с моментом 10 Нм и затем подтяните с моментом 43 Нм.
4. Установите:
Масляный насос (момент затяжки болтов крепления масляного насоса 22 - 27 Нм);
Крышку сальника коленчатого вала. Для уплотнения используйте герметик LOCTITE 518. Герметик должен быть нанесен, как показано на рисунке ниже, слоем (В) толщиной 0,6 -1,0 мм;

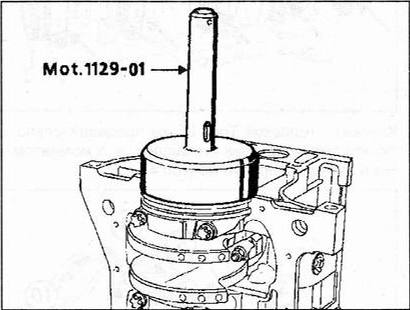
Сальники коленчатого вала, смазав маслом их рабочие кромки и наружную поверхность. Для установки сальника со стороны маховика используйте приспособление Mot. 1129-01.
Для установки сальника со стороны привода распределительного вала используйте приспособление Mot. 1385.

5. Установите промежуточное кольцо, которое следует перевернуть на другую сторону, если на нем остались следы от старого сальника.
6. Установите на место маховик.
Болты крепления маховика необходимо заменить новыми и затянуть их с моментом 50 - 55 Нм. Затяжку производите, чередуя болты по диагонали.

8. Установите:
Зубчатый шкив коленчатого вала;
Поддон картера. Для уплотнения его посадочной поверхности используйте герметик RHODORSEAL 5661. Ширина полосы герметика (D) должна быть 3 мм.

Примечание : Не забудьте установить новые сальники вместо двух старых сальников на обоих концах поддона картера.
Установка головки блока цилиндров
Способ затяжки болтов крепления головки блока цилиндров.
После снятия головки блока цилиндров старые болты крепления головки во всех случаях должны заменяться новыми.
Смажьте резьбу болтов и поверхность под их головками моторным маслом.

Предварительная осадка прокладки
Затяните болты головки с моментом 20 Нм, после чего доверните на угол 100 ± 6° в указанной ниже последовательности:
Затяните болты 1 и 2;
Затяните болты 3,4, 5 и 6;
Затяните болты 7, 8 , 9 и 10.
Для осадки прокладки необходимо выждать 3 минуты.
Окончательная затяжка болтов головки
1. Отпустите болты 1 и 2, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ± 6°.
2. Отпустите болты 3, 4, 5 и 6, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
3. Отпустите болты 7, 8, 9 и 10, после чего снова затяните их с моментом 20 Нм и доверните на угол 110 ±6°.
Подтяжка болтов крепления головки блока цилиндров в процессе эксплуатации не требуется.
4. Установите: - ось коромысел так, чтобы она была обращена меткой (1) в сторону привода механизма газораспределения. При этом болты (А) размером М8х100 и М8х28,7 мм должны входить в отверстия (В);

Болты (2) крепления оси коромысел и затяните их с моментом 23 Нм. Не забывайте смазывать резьбу и поверхность под головкой болтов моторным маслом;
Крышку головки блока цилиндров, не производя затяжку ее крепежных болтов, так как это облегчит установку фаз газораспределения.
Установка ремня привода механизма газораспределения

А - Датчик, В - Индикатор, С - Соединительный провод, D - Калибровочная пружина.
1. Принцип действия прибора для измерения натяжения ремня.
Датчик позволяет обеспечить постоянную величину прогиба ремня, что достигается регулировочной ручкой (1), нажимным устройством (2) и наружными кронштейнами (3).
Сила реакции ремня измеряется устройством (4), оснащенным тензодатчиками. Деформация датчиков приводит к изменению их электрического сопротивления, которое затем преобразуется и индицируется в единицах SEEM (US).
2. Калибровка прибора для измерения натяжения ремня.
Прибор отрегулирован на заводе изготовителя, однако его калибровочные величины необходимо проверять каждые шесть месяцев.
3. Процедура установки нуля:
Включите прибор (выключателем Е) с полностью ввернутой регулировочной ручкой (1).
Если индикатор показывает О, следовательно прибор откалиброван правильно.
При полном отсутствии индикации, проверьте степень заряженности аккумулятора (9 В).
В случае индикации какой-либо другой величины, кроме нуля, вращением регулировочного винта (F) настройте индикатор на 0.
4. Проверка калибровки прибора.
Включите прибор (выключателем Е).
Установите упругую калибровочную пружину (Z) на датчик прибора, как показано на рисунке. Контрольные величины отштампованы на пружине сверху: (А) - минимальная величина, (В) - максимальная величина.
Затяните регулировочную ручку (1) до положения после третьего щелчка.
При этом индикатор должен показывать величину X, находящуюся в пределах А и В (А ^ X < В). Примечание : Возможно потребуется провести несколько предварительных проверок, прежде чем будет достигнута правильная величина. В случае постоянного получения неправильных величин за дополнительной информацией обратитесь в местный Главный офис послепродажного обслуживания фирмы.
Примечание : Комплект каждого прибора содержит собственную калибровочную пружину. Не заменяйте ее на калибровочную пружину от другого прибора.
1 - Ручка с накаткой (нажимное устройство), А - Контрольная величина на калибровочной пружине, В - Контрольная величина на калибровочной пружине, Z - Калибровочная пружина.

5. Установка фаз газораспределения. На гладкой стороне ремня изображена стрелка, показывающая направление его движения. Там же имеются две метки для установки фаз газораспределения.
Совместите метки (N) на ремне с метками на зубчатых шкивах (L) и крышках (М).
Пропустите ремень в правильном направлении и наденьте его на зубчатый шкив коленчатого вала.
Установите на ремень датчик прибора Mot. 1273.
Поверните ручку прибора на три ее щелчка.
Натягивайте ремень приспособлением Mot. 1135-01 пока прибор Mot. 1273 не покажет требуемую величину.
Нормальное натяжение ремня по этому прибору должно быть 30 единиц SEEM.
Затяните натяжитель, проверьте и окончательно отрегулируйте величину натяжения.
Для этого проверните коленчатый вал не менее чем на три оборота.


Удостоверьтесь, что величина натяжения ремня остается в допустимых пределах отклонения (± 10%).
В противном случае повторите процедуру регулировки натяжения.
Примечание
Затяните гайку натяжителя (О) с моментом 50 Нм. Затяжка гайки натяжителя с моментом 50 Нм необходима во избежание ее возможного последующего отворачивания, что может привести к повреждению двигателя.
Регулировка зазора в механизме привода клапанов
Нормальная величина зазора на холодном двигателе:
Впускные клапаны..............................0,10 - 0,15 мм
Выпускные клапаны:
Без замены клапанов...................... 0,25 - 0,30 мм
При установке новых клапанов.....0,20 - 0,25 мм
Регулировка зазора по методу "полного открытия выпускного клапана"
1. Установите выпускной клапан цилиндра № 1 в положение полного открытия и отрегулируйте зазор впускного клапана цилиндра № 3 и выпускного клапана цилиндра № 4.
2. Проделайте ту же операцию на других цилиндрах, руководствуясь приведенной ниже таблицей.
Выпускной клапан в положении полного открытия |
Регулируемый впускной клапан |
Регулируемый выпускной клапан |
 |
 |
 |
3. Установите на место:
Крышку головки блока цилиндров с новой прокладкой;
Кронштейн катушек зажигания;
Провода свечей зажигания и их держатель;
Крышку привода распределительного вала;
Шкив коленчатого вала (затяните болт крепления шкива с моментом 20 Нм, после чего доверните на угол 68 ± 6°);
Датчик давления масла;
Генератор;
Маслоизмерительный щуп;
Кронштейн подвески двигателя;
Впускной трубопровод (затяните с моментом 25 Нм);
Ремень привода генератора.
Процедура натяжения ремня привода навесных агрегатов
Примечание : Натяжение производят на холодном двигателе (при температуре окружающей среды). 1. Ремень привода навесных агрегатов (модели с кондиционером).

Схема привода генератора, кондиционера и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив компрессора кондиоционера, С - Шкив генератора переменного тока, D - Шкив насоса усилителя рулевого управления, Е - Обводной ролик, Т - Натяжной ролик.

Детали привода генератора, кондиционера и насоса усилителя рулевого управления. 1 - Обводной ролик, 2 - Ремень привода навесных агрегатов, 3 - Шкив насоса усилителя рулевого управления, 4 - Насос усилителя рулевого управления, 5 - Шкив коленчатого вала, 6 - Натяжной ролик, 7 - Компрессор кондиционера, 8 - Генератор.
Чтобы надеть ремень, поверни т е гаечный ключ влево.
Заблокируйте натяжной ролик, используя для этого 6-мм шестигранный торцевой ключ (1).

Примечание : Проверьте, что внутренний ручей (1) шкивов остается свободным при установке ремня.

2. Ремень привода навесных агрегатов (модели без кондиционера).

Схема привода генератора и насоса усилителя рулевого управления. А - Шкив коленчатого вала, В - Шкив насоса усилителя рулевого управления, С - Шкив генератора переменного тока, Т - Натяжной ролик, -> - Точка проверки натяжения ремня.

Детали привода генератора и насоса усилителя рулевого управления (модели без кондиционера). 1 - Ремень привода навесных агрегатов, 2 - Шкив коленчатого вала, 3 - Насос усилителя рулевого управления, 4 - Шкив насоса усилителя рулевого управления, 5 - Промежуточный шкив (модели без усилителя рулевого управления) 6 - Генератор, 7 - Натяжной ролик, 8 - Стопорная гайка, 9 - Регулировочный болт.
Приводной ремень натягивается с помощью регулировочного болта (1) (при этом нужно ослабить затяжку двух болтов крепления натяжного ролика) с последующей затяжкой стопорной гайки (2).

Затяните болты крепления автоматического натяжного ролика. Примечание : Ремень привода навесных агрегатов имеет пять клиньев, а шкив генератора и шкив насоса усилителя механизма рулевого управления выполнены 6-ручьевыми; поэтому при установке приводного ремня обязательно нужно оставлять свободным внешний ручей шкивов (Е).
3. Для правильной установки ремня навесных агрегатов на шкивах, проверните коленчатый вал двигателя на два оборота.
4. Убедитесь, что натяжение ремня остается при этом в допустимых пределах. В противном случае, повторите процедуру регулировки.
Примечание : Снятый ремень повторному использованию не подлежит. 5. Установите:
Трубопровод системы охлаждения с новым уплотнительным кольцом;
Выпускной коллектор (момент затяжки крепления 25 Нм);
Тепловой экран (момент затяжки крепежной гайки 20 Нм).
Шатуном называют составляющий элемент кривошипно-шатунного механизма, который соединяет поршень и коленчатый вал. Зачем же нужен шатун? Он предназначается для передачи крутящего момента к колёсам транспортного средства и преобразования этого крутящего момента во вращательные движения.
Начало истории шатунов относится к третьему столетию нашей эры. Тогда на лесопилках Римской империи были применены подобные механизмы в конструкции привода пил. В двенадцатом столетии нашей эры учёный Аль-Джазари описал машину для подъёма воды, которая включала в себя шатуны и коленчатый вал. Это был такой себе предок современного кривошипно-шатунного механизма. А повсеместное использование кривошипно-шатунных механизмов в разнообразных машинах началось в 16 столетии нашей эры и не закончилось по сей день.
1. Конструкция шатуна.
 Шатун автомобильного двигателя соединяет поршень двигателя и Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки.
Конструкция шатуна предусматривает такие составляющие:
Шатун автомобильного двигателя соединяет поршень двигателя и Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки.
Конструкция шатуна предусматривает такие составляющие:
1. Верхняя головка шатуна (поршневая головка).
2. Нижняя головка шатуна (кривошипная).
3. Силовой стержень, соединяющий головки шатуна.
Верхняя головка шатуна соединяется с поршнем при помощи поршневого пальца (из-за этого её и называют поршневой головкой). Она имеет цельную неразборную конструкцию, которая определяется способом крепления поршневого пальца. Если поршневой палец фиксированный, значит в головке шатуна будет цилиндрическое отверстие, изготовленное с высокой степенью точности для обеспечения необходимого уровня натяга во время соединения с пальцем. Натяг значит, что диаметр поршневого пальца будет больше, чем диаметр отверстия в шатунной головке. Если поршневой палец плавающий, то в верхнюю головку впрессовываются специальные втулки из бронзы или биметаллические.
Но бывают двигатели с плавающим пальцем, в которых отсутствуют втулки и поршневой палец попросту вращается в отверстии шатунной головки благодаря зазору. В таком случае, обязательно используется смазка, которая подаётся к поршневому пальцу. Так как на верхнюю шатунную головку приходиться очень большая нагрузка, она изготавливается в виде трапеции, дабы увеличить опорную поверхность во время работы поршня.
 Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку.
Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку.
Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
В нижней шатунной головке также имеются вкладыши подшипников скольжения, которые конструктивно напоминают корневые подшипники коленчатого вала. Эти подшипники изготавливают из стальной ленты, внутренняя поверхность которой покрыта антифрикционным сплавом. Этот сплав очень износостойкий, но только при наличии необходимого количества смазочного материала.
2. Стержень шатуна.
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей.
 Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны.
Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку. Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня.
Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны.
Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку. Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня.
Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
3. Материалы, из которых изготавливаются шатуны.
В целях уменьшения вибраций и повышения мощности двигателя инженеры пытаются сделать шатуны и все остальные детали максимально лёгкими. Но облегчение конструкции провоцирует снижение прочности детали. А ведь шатун работает под высокой нагрузкой и требует соответствующего заряда прочности. Помимо этого, в массовом производстве немалое значение имеет и себестоимость материалов для изготовления шатунов. Так что при подборе материалов для шатунов производители идут на компромисс между этими двумя аспектами.
Из чего делают шатун?
 В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
Что касается , то их детали, в том числе и шатуны, находятся под значительно большей нагрузкой, нежели детали бензиновых двигателей. Поэтому аналогичный подход здесь неуместен. Шатуны для таких двигателей производят методом горячей ковки или горячей штамповки. А в качестве материала используют специальную легированную сталь. Кованный шатун намного прочнее литого шатуна, но и более дорогой в производстве.
Как отличить литой шатун от кованного? Это делается по боковому шву. У кованного шатуна этот шов широкий, а у литого – очень узкий. Одним из современных способов изготовления шатунов является использование порошковых материалов, из которых методом спекания производят шатуны. Подобный способ производства обеспечивает намного более высокую прочность.
Если рассматривать элитные и спортивные автомобили, в производстве которых стоимость материалов уходит на второй план, то в них часто используют титановые и алюминиевые сплавы. Это помогает заметно снизить вес всей конструкции, и повысить обороты двигателя. Шатуны из титана и алюминия весят на 50% меньше, чем шатуны из стали и чугуна.
 Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки.
Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки.
Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
4. Установка шатуна.
Во время работы шатуны часто деформируются, так как испытывают очень высокие нагрузки. Но вот при ремонте двигателя на них мало обращают внимания. И зря. Ведь деформированный шатун значительно ухудшает работу всего двигателя. Поэтому во время ремонта обязательно рекомендуем тщательно проверять и этот компонент тоже. Для диагностики шатуна его необходимо сначала снять, а потом придётся смонтировать обратно.
Как снять шатун?
Из автомобиля невозможно отдельно снять шатун. Это выполнимо только вместе со снятием поршня, шатунного пальца и поршневого кольца, то есть всей шатунно-поршневой группы механизмов. Шатунно-поршневую группу можно снять и без снятия всего двигателя. Это крайне выгодно, если нужно сэкономить время. Но всё-таки для большей надёжности лучше проводить подобный ремонт со снятием всего двигателя. Так вы проверите абсолютно все механизмы и, возможно, предупредите усугубление сложившейся ситуации, которая пока что незаметна.
Этапы снятия шатунно-поршневой группы:
1. Демонтировать масляный поддон двигателя и головку от блока цилиндров.
2. Найти метки, которые указывают цилиндр, где располагается тот или иной шатун и направление, в котором нужно устанавливать крышку шатуна. Если вы не нашли метки, то сделайте их самостоятельно (в большинстве случаев они есть, так что будьте бдительны).
 3.
Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром).
Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
3.
Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром).
Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
4. Демонтировать крышку шатуна и при этом не допустить выпадения из неё вкладыша.
5. Поставить коленвал таким образом, чтобы продольная ось цилиндра совпала с осью шатунной шейки
6. Аккуратно извлечь сам поршень, придерживая его снизу и ударяя легонько деревянным молотком по болтам или по шатуну.
7. Все детали укладывать поочерёдно в последовательности их снятия на чистую поверхность. Чтобы не забыть, можно даже записать или подписать детали.
Установка шатуна вместе с установкой всей шатунно-поршневой группы производиться следующим образом:
1. Перед установкой обязательно проверить все составляющий на предмет дефектов и, при необходимости, устранить эти дефекты.
2. С помощью поршневого пальца соединить поршень с шатуном.
3. Смонтировать поршневые кольца на поршень и проверить установку всех их замков согласно правилам.
4. Стенки цилиндра, поршень и поршневые кольца смазать чистым специальным моторным маслом.
5. Провести сжатие поршневых колец с помощью спецприспособления, которое предварительно следует смазать моторным маслом. Может понадобиться постучать по приспособлению молоточком.
6. Смонтировать шатун в отверстие цилиндра. Делать это можно только в одном направлении с направлением поршня, которое указывается специальной меткой на дне поршня.
7. Шатун выровнять относительно шейки коленвала.
 8.
Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял.
Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
8.
Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял.
Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
9. На болты крепления шатунной крышки одеть защитные приспособления (куски шлангов) и прикрутить эту крышку к шатуну. Сначала закрутить болты руками, а потом – строго следуя руководству по эксплуатации транспортного средства. Для этого используют динамометрический ключ и специальный транспортир.
Подобная процедура установки проводится со всеми имеющимися в двигателе транспортного средства шатунами.
Подписывайтесь на наши ленты в
Все прекрасно знают, что основа вращения двигателя автомобиля - поступательное движение поршня. Но как он заставляет вращаться коленчатый вал? Что позволяет движение вверх-вниз превратить во вращение? Это система шатунов. Она имеется в любом двигателе внутреннего сгорания. Конечно, работает она и в «Приоре».
Кривошипно-шатунный механизм
Этот основной узел двигателя, состоит в основном из следующих групп:
- поршни;
- шатуны;
Каждая деталь группы имеет ещё по несколько дополнительных элементов. Как, например, каждый поршень несёт комплект уплотнительных колец, соединительный палец и фиксирующие скобы для пальца. Коленчатый вал имеет подшипники, сальники. Наиболее интересна структура шатунов.
Принцип работы механизма
Двигатели ВАЗ, как и остальных автомобилей, основаны на взрывообразном сгорании топлива. Поршень создаёт определённое сжатие воздушно-бензиновой смеси, искра от искрообразователя поджигает её, толкая поршень вниз, а кривошипно-шатунный механизм (КШМ) преобразует поступательное движение во вращательное. Это происходит за счёт особой формы коленчатого вала. Точки крепления шатунов расположены так, что в то время, когда толкающие поршни шатуны поднимаются, толкаемые поршнем - опускаются. И такой процесс идёт посменно.
Комплектация шатунов «Приоры»
Эти детали являются разборными. Основная часть выполнена из высококачественного метала. Только в верхнем кольце, куда входит фиксирующий палец поршня, устанавливается вкладыш из другого металла. В общем, состоит шатун из таких деталей:
- шатуна;
- крышки вкладыша;
- стяжных болтов 2 шт.;
- специальных шайб;
- вкладыша шатуна.
Внимание! При замене этих деталей, особенно вкладышей, нужно внимательно следить за маркировкой деталей. Строго соблюдать направленность и нумерацию.

Это связано с тем, что на вкладышах, имеются специальные канавки для прохождения моторного масла. Из-за высокой скорости вращения этот узел требует равномерной и обильной смазки. Малейшее несовпадение этих выемок с маслопроводными отверстиями коленчатого вала, приведёт к нарушению поступления смазки и, как следствие, заклиниванию двигателя.
Размеры шатунов «Приоры»
Толкая поршень вверх на всю свою длину, шатун строго фиксирует объём камеры сгорания. Из этого можно сделать вывод, что от его длины зависит и объём самой рабочей полости цилиндра, в которой горит топливо. То есть, если длину увеличить, объём станет меньше. А если укоротить, то соответственно увеличится размер камеры. Заводской двигатель выходит с шатунами стандартной длины. Она составляет 150 миллиметров. Измеряют её от осевой точки центра головки (крепления пальца) до такой же линии нижней части, крепящейся к коленчатому валу. Этот размер обеспечивает мотору стандартные заводские параметры. Например, рабочий объём мотора. Он составляет 1597 кубических сантиметров. Или как говорят владельцы, мотор «один и шесть».
Тюнинг двигателя с помощью шатунов
Большинство молодых людей, приобретающих «Приору», не удовлетворяются заводскими параметрами машины. Многие стремятся усовершенствовать свой автомобиль. Сделать его мощнее, приёмистей и быстрей. Это называется «зарядить» двигатель. То есть, как ещё говорят, сделать тюнинг. В это понятие входит много различных действий. Это и установка специальных распределительных валов, и облегчение различных деталей, маховика и прочих. И многое другое. В эту категорию входит и установка специальных укороченных шатунов, что соответственно увеличивает объём рабочей камеры сгорания мотора «Приоры».
Важно! Надо помнить, что такая операция обязательно потребует смены программы в электронном блоке управления, прошивки. Так как потребуется увеличить подачу топлива. А на «Приоре» это можно сделать только программно.
Самыми популярными, для такой операции являются так называемые, «спортивные», усиленные шатуны, длиной 131 мм. Они входят в стандартный набор для улучшения мотора «Приоры».
Снятие и установка шатунов на двигатель «Приоры»

Интересно то, что, хотя эта деталь находится практически в середине мотора, демонтировать её можно не снимая с автомобиля двигатель. Да, это, конечно, непростая операция, однако, вполне выполнимая. Проводить её нужно или на смотровой яме, или на специальном подъёмнике для машин, чтобы был доступ к масляному поддону. Когда автомобиль расположен на месте для проведения операции, в первую очередь снимается защита моторного отсека снизу. Демонтируется головка блока, поддон двигателя и маховика. Желательно снять, чтоб не повредить, маслозаборник. Можно приступать к извлечению шатунов.
Стоит начинать с первого цилиндра. Это для того, чтоб разложить детали по порядку, и не перепутать. Провернуть коленвал «Приоры» так, чтобы нижняя часть шатуна стала ровно в нижнем положении. Разблокировать и отвернуть болты крепления крышки вкладыша. Снять её и отложить вместе с самим вкладышем. После этого вытолкнуть поршень вверх и извлечь из цилиндра. По очереди демонтировать таким образом все поршни с шатунами «Приоры». Теперь можно заниматься ремонтом или заменой элементов.