Двигатель ВАЗ-2106
|
1 – шкив коленчатого вала;
|
15 – крышка головки блока цилиндров;
|
Размещение основных узлов и агрегатов в моторном отсеке
Описание конструкции
На автомобиль устанавливается бензиновый, четырехтактный, четырехцилиндровый, рядный, восьмиклапанный двигатель, с верхним расположением распределительного вала. Система питания – карбюраторная. Порядок работы цилиндров: 1–3–4–2, отсчет – от шкива коленчатого вала.
Двигатель ВАЗ-2103 отличается от двигателя ВАЗ-2106 меньшим диаметром цилиндров (76 мм против 79) и, соответственно, блоком цилиндров, размером поршней и поршневых колец, а также прокладкой головки блока цилиндров. Головки блока у обоих двигателей одинаковы и их детали взаимозаменяемы. Цилиндры двигателей расположены вертикально в один ряд и объединены в блок. Сверху на него устанавливается общая для всех цилиндров головка блока. Снизу блок цилиндров закрыт стальным штампованным поддоном, который одновременно служит емкостью для масла.
Поршни имеют два компрессионных и одно маслосъемное кольцо. Коленчатый вал вращается в пяти опорах в блоке цилиндров. От шкива на его переднем конце клиноременной передачей приводятся во вращение генератор и насос охлаждающей жидкости, расположенные с правой стороны двигателя.
В передней части двигателя находится привод распределительного вала и валика привода вспомогательных агрегатов: распределителя зажигания, топливного и масляного насосов. Привод осуществляется двухрядной втулочно-роликовой цепью.
С правой стороны двигателя, кроме генератора, размещены выпускной коллектор, стартер и впускной трубопровод с карбюратором и воздушным фильтром. С левой стороны находится масляный фильтр.
Для установки двигателя в сборе с коробкой передач и сцеплением применена трехточечная схема подвески. Две передние опоры находятся по обе стороны блока цилиндров и крепятся к поперечине передней подвески автомобиля. Задняя опора расположена на коробке передач и опирается на поперечину, закрепленную под полом кузова.
Эластичные подушки передних опор состоят из резины с привулканизированными стальными шайбами и болтами крепления. Для увеличения жесткости опор в центральном отверстии подушек находятся пружины, опирающиеся на изолирующие кольца, а для смягчения ударов внутри пружин расположены резинометаллические буферы. Подушки крепятся к кронштейнам с помощью промежуточных пластин. Правая подушка предохраняется от нагрева со стороны приемной трубы глушителей защитным кожухом.
Задняя опора также резинометаллическая, она состоит из трех стальных пластин с разделяющей их резиной. Средняя пластина крепится к коробке передач, а наружные – к поперечине задней подвески двигателя. Между полками поперечины ставятся стальные дистанционные втулки, предохраняющие полки от деформации при затягивании болтов крепления.
Блок цилиндров изготавливается методом литья из специального высокопрочного чугуна. Отверстия под цилиндры растачиваются непосредственно в блоке и дополнительные вставки (гильзы) в цилиндрах не применяются. Для получения специального профиля и чистоты поверхности цилиндры хонингуются. По диаметру цилиндры подразделяются на 5 классов через 0,01 мм, обозначаемые латинскими буквами A, B, C, D и E. Класс каждого цилиндра маркируется на нижней плоскости блока цилиндров.
Отверстия под коренные подшипники коленчатого вала растачиваются в сборе с крышками подшипников. Поэтому они невзаимозаменяемы ни между собой, ни с крышками других блоков цилиндров. Чтобы не перепутать крышки, на них делается маркировка. Крышки подшипников крепятся к блоку цилиндров самоконтрящимися болтами, замена которых на какие-либо иные недопустима.
Валик привода вспомогательных агрегатов вращается в двух втулках, запрессованных в блок цилиндров. Передняя втулка сталеалюминиевая, а задняя – металлокерамическая, бронзографитная. В запасные части поставляются втулки номинального и ремонтного размеров с уменьшенным на 0,3 мм внутренним диаметром.
Поршни отлиты из алюминиевого сплава. Наружная поверхность поршня для улучшения ее прирабатываемости к стенкам цилиндра покрыта тонким слоем олова. Для компенсации неравномерного теплового расширения юбка поршня имеет сложную форму. По высоте она коническая, а в поперечном сечении овальная. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня.
По наружному диаметру поршни (так же как и цилиндры) подразделяются на пять классов: А, В, С, D и Е через 0,01 мм, а по диаметру отверстия под поршневой палец – на три категории через 0,004 мм. Категория указывается краской на торце (первая – синяя, вторая – зеленая, третья – красная). Класс поршня (латинская буква) и категория (цифра) маркируются на днище поршня.
В запасные части поставляются поршни классов A, C, E, которых вполне достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров.
Отверстие под поршневой палец смещено от оси симметрии на 5 мм в правую сторону двигателя. Поэтому на поршне имеется метка в виде буквы П для правильной ориентировки поршня в цилиндре. Метка должна быть обращена в сторону передней части двигателя.
С 1986 г. поршни ремонтных размеров для всех моделей двигателей ВАЗ изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. поршни ремонтных размеров для двигателей 2103 и 2106 выпускались с увеличением на 0,4; 0,7 и 1,00 мм.
Поршни двигателей 2103 и 2106 различаются только размером (диаметром).
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо с бочкообразной хромированной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа, фосфатированное.
Поршневые пальцы запрессовываются в верхнюю головку шатуна и свободно вращаются в бобышках поршня. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категория пальца маркируется на его торце соответствующим цветом: 1-я – синим, 2-я – зеленым и 3-я – красным.
Шатун стальной, кованый. Нижняя головка шатуна разъемная, в ней устанавливаются шатунные вкладыши. Шатун обрабатывается вместе с крышкой и поэтому они невзаимозаменяемы с крышками других шатунов. Чтобы при сборке не перепутать крышки шатунов, на шатуне и его крышке (сбоку) имеется клеймо номера цилиндров, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться на одной стороне.
Коленчатый вал отлит из высокопрочного чугуна и имеет пять опорных (коренных) шеек, закаленных током высокой частоты на глубину 2–3 мм. В заднем конце коленчатого вала имеется гнездо, куда вставляется подшипник ведущего вала коробки передач. Смазочные каналы в шейках коленчатого вала закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25; 0,5; 0,75 и 1,00 мм.
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными в блоке цилиндров по обе стороны заднего коренного подшипника. С передней стороны подшипника ставится сталеалюминиевое полукольцо, а с задней – металлокерамическое (желтого цвета).
Вкладыши коренных и шатунных подшипников тонкостенные, биметаллические, сталеалюминиевые. Вкладыши для 1, 2, 4 и 5-го коренных подшипников имеют на внутренней поверхности канавку (с 1987 г. нижние вкладыши этих подшипников устанавливаются без канавки). Вкладыши центрального коренного подшипника отличаются от остальных вкладышей отсутствием канавки на внутренней поверхности и большей шириной. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые. Ремонтные вкладыши изготавливаются увеличенной толщины под шейки коленчатого вала, уменьшенные на 0,25; 0,5; 0,75 и 1 мм.
Маховик отливается из чугуна и имеет стальной напрессованный зубчатый венец для пуска двигателя стартером. Маховики взаимозаменяемые, так как балансируются отдельно от коленчатого вала. Центрируется маховик с коленчатым валом передним подшипником ведущего вала коробки передач.
Маховик крепится к фланцу коленчатого вала шестью самоконтрящимися болтами, под которые подкладывается одна общая шайба. Заменять эти болты какими-либо другими недопустимо.
 На автомобилях устанавливается 4-цилиндровый карбюраторный двигатель (рис. 1, 2) с рядным вертикальным расположением цилиндров и верхним расположением распределительного вала. В зависимости от модели или модификации автомобиля могут устанавливаться двигатели трех типов:
На автомобилях устанавливается 4-цилиндровый карбюраторный двигатель (рис. 1, 2) с рядным вертикальным расположением цилиндров и верхним расположением распределительного вала. В зависимости от модели или модификации автомобиля могут устанавливаться двигатели трех типов:
2106 - с рабочим объемом 1,6 л. Это основной двигатель для автомобилей ВАЗ-2106; 21011 - с рабочим объемом 1,3 л. Устанавливается на автомобили BA3-21063.
От двигателей 2106 он отличается уменьшенным на 14 мм ходом поршня. Поэтому имеет другой блок цилиндров, коленчатый вал и другие детали цепного привода механизма газораспределения. Кроме того, на нем устанавливается карбюратор с другими тарировочными данными. предназначенный для двигателей с рабочим объемом 1.3 л;
2103 - с рабочим объемом 1,45 л. Применяется на автомобилях ВАЗ-21061. От двигателей 2106 отличается уменьшенным на 3 мм диаметром цилиндров. Поэтому у него другой блок цилиндров и шатунно-поршневая группа.
В настоящей статье описывается ремонт двигателя 2106. Двигатель в сборе со сцеплением и коробкой передач устанавливается на автомобиле на трех эластичных опорах (рис. 3). Опоры воспринимают как массу двигателя, так и нагрузки, возникающие от вибрации двигателя, от инерции двигателя при трогании автомобиля с места, разгоне и торможении. Двумя передними опорами двигатель крепится к поперечине передней подвески автомобиля, а задней - к поперечине задней подвески двигателя.
Возможные неисправности двигателя ВA3-2106, их причины и методы устранения
1. Нарушена регулировка холостого хода двигателя2. Неисправен карбюратор:
- засорены жиклеры или каналы карбюратора;
- вода в карбюраторе;
- нарушена герметичность диафрагмы пускового устройства
3. Нсисправпа система зажигания
4. Подсос воздуха через поврежденный шланг, соединяющий впускную трубу с вакуумным усилителем тормозов
5. Подсос воздуха через прокладки в соединениях впускной трубы с карбюратором или с головкой цилиндров
6. Подсос воздуха через поврежденную трубку отбора-разрежения к вакуумному регулятору распределителя зажигания I. Неполное открытие дроссельных заслонок карбюратора
2. Загрязнен фильтрующий элемент воздушного фильтра
3. Неисправна система зажигания
4. Неисправен топливный насос
5. Неисправен карбюратор:
- неисправен насос-ускоритель;
- засорены главные жиклеры:
- не полностью открыта воздушная заслонка;
- уровень топлива в поплавковой камере не соответствует норме
5. Засорена вентиляционная трубка топливного бака
7. Нарушены зазоры в клапанном механизме
8. Не совпадают установочные метки фаз газораспределения
9. Недостаточная компрессия- ниже 1 МПа(10 кгс/см2):
- пробита прокладка головки цилиндров;
- поломка или залегание поршневых колец;
- плохое прилегание клапанов к седлам;
- чрезмерный износ цилиндров и поршневых колец 1. Отрегулируйте привод дроссельных заслонок
2. Замените фильтрующий элемент
3. См. раздел "Система зажигания"
4. Проверьте работу насоса и замените поврежденные детали
5. Проделайте следующее:
- проверьте подачу насоса, замените поврежденные детали
- продуйте жиклеры сжатым воздухом;
- отрегулируйте привод воздушной заслонки;
- отрегулируйте установку поплавка
6. Продуйте-трубку сжатым воздухом
7. Отрегулируйте зазоры
8. Переставьте цепь, совместив установочные метки
9. Проделайте следующее:
- замените прокладку;
- очистите кольца и канавки поршней от нагара, поврежденные детали замените;
- замените поврежденные клапаны, отшлифуйте седла;
- замените поршни, расточите и отхонингуйте цилиндры
Обычно стук глухого тона, металлический. Обнаруживается при резком открытии дроссельных заслонок на холостом ходу. Частота его увеличивается с повышением частоты вращения коленчатого вала. Чрезмерный осевой зазор коленчатого вала вызывает стук более резкий с неравномерными промежутками, особенно заметными при плавном увеличении и уменьшении частоты вращения коленчатого вала.
1. Слишком раннее зажигание
2. Недостаточное давление масла
3. Ослаблены болты крепления маховика
4. Увеличенный зазор между шейками и вкладышами коренных подшипников
5. Увеличенный зазор между упорными полукольцами и коленчатым валом
1. Увеличенные зазоры в клапанном механизме
2. Поломка клапанной пружины
3. Чрезмерный зазор между клапаном и направляющей втулкой
4. Износ кулачков распределительного вала
5. Отворачивание контргайки регулировочного болта Стрелка указателя температуры охлаждающей жидкости находится в красной зоне шкалы. Перед поиском неисправности убедитесь в исправности указателя температуры охлаждающей жидкости и его датчика (см. " ").
1. Слабо натянут ремень привода насоса и генератора
2. Недостаточное количество жидкости в системе охлаждения
3. Неправильная установка момента зажигания
4. Сильно загрязнена наружная поверхность радиатора
5. Неисправен ^термостат
6. Неисправен клапан пробки радиатора (давление открытия меньше 0,05 МПа (0.5 кгс/см2)
7. Неисправен насос охлаждающей жидкости 1. Поврежден радиатор
2. Повреждение шлангов или прокладок в соединениях трубопроводов, ослабление хомутов
3. Подтекание жидкости из крана или радиатора отопителя
4. Подтекание жидкости через сальник насоса охлаждающей жидкости
5. Повреждена пробка или прокладка пробки радиатора
6. Повреждена прокладка головки цилиндров
7. 11одтекание жидкости через микротрещины в блоке или в головке цилиндров
8. Подтекание жидкости через микротрещины в корпусе насоса охлаждающей жидкости, в отводящем патрубке рубашки охлаждения, в термостате, расширительном бачке или впускной трубе
...
СНЯТИЕ И УСТАНОВКА ДВИГАТЕЛЯ ВA3-2106
Поставьте автомобиль на подъемник или над осмотровой канавой, установите упоры под передние колеса и вывесьте задний мост с одной или двух сторон. Снимите капот, отсоедините провода от аккумуляторной батареи и от узлов электрооборудования, установленных на двигателе. Снимите аккумуляторную батарею и подкапотную лампу. Слейте охлаждающую жидкость из радиатора, блока цилиндров и отопителя, для чего отверните сливные пробки на левой стороне блока цилиндров и на левом бачке радиатора (у латунного радиатора на нижнем бачке), снимите пробки с расширительного бачка и радиатора и передвиньте вправо верхний рычажок управления отопителем (им открывается кран отопителя).
Если на автомобиле установлен латунный радиатор, то, чтобы не повредить его, отворачивая сливную пробку, вторым ключом придерживайте штуцер пробки, впаянный в радиатор. Пробку отворачивайте торцовым или накидным ключом, чтобы не сорвать грани пробки.
Отсоедините от двигателя шланги подвода и отвода охлаждающей жидкости и снимите радиатор вместе с термостатом, шлангами и электродвигателем вентилятора. Снимите воздушный фильтр, предварительно отсоединив от него шланги, сняв крышку и фильтрующий элемент. Закройте карбюратор сверху технологической заглушкой.
Накидным ключом отверните,гайки крепления приемной трубы глушителей к выпускному коллектору. Снимите коробку передач, действуя, как описано в “ ”. Отсоедините от двигателя тягу привода дроссельных заслонок карбюратора и трос управления воздушной заслонкой.
Отсоедините от двигателя шланг подвода топлива и шланги, идущие к отопителю.
Повесьте на таль траверсу ТСО-3/379 и застропите двигатель с правой стороны за скобу, установленную на передней шпильке крепления выпускного коллектора, а елевой стороны - за отверстие крепления кожуха сцепления.
Слегка натяните цепь тали, отверните гайки крепления подушек (рис. 3) опоры передней подвески двигателя к поперечине передней подвески и выньте двигатель из отсека. Снимите теплоизоляционный щиток стартера, стартер и заборник горячего воздуха вместе с подводящим шлангом..Снимите с блока цилиндров два боковых кронштейна с подушками передней подвески двигателя.
Отверните болты крепления сцепления и снимите его. Устанавливайте двигатель на автомобиль в последовательности, обратной снятию. Особое внимание уделяйте соединению двигателя с коробкой передач: первичный вал должен точно войти в шлицы ведомого диска сцепления.
РАЗБОРКА ДВИГАТЕЛЯ
Вымойте двигатель на моечной установке, установите его на стенде для разборки и слейте из картера масло. Снимите карбюратор, отсоединив от него шланги и тягу привода дроссельной заслонки. Снимите топливный насос, распределитель зажигания, ключом 67.7812.9514 выверните свечи и датчик указателя температуры охлаждающей жидкости.
Снимите ремень привода генератора и насоса охлаждающей жидкости, снимите генератор и кронштейн генератора. Снимите насос охлаждающей жидкости, отсоединив от насоса и выпускного коллектора трубопровод подвода жидкости из отопителя.
Снимите с головки цилиндров выпускной патрубок охлаждающей жидкости и трубопровод отвода жидкости к отопителю.

 Приспособлением А.60312 отверните и снимите масляный фильтр с прокладкой (рис. 4). Выверните датчики указателя и контрольной лампы давления масла, снимите штуцеры датчиков. Снимите крышку сапуна вентиляции картера, картер и масляный насос. Снимите фиксатор сливной трубки маслоотделителя и выньте маслоотделитель вентиляции картера.
Приспособлением А.60312 отверните и снимите масляный фильтр с прокладкой (рис. 4). Выверните датчики указателя и контрольной лампы давления масла, снимите штуцеры датчиков. Снимите крышку сапуна вентиляции картера, картер и масляный насос. Снимите фиксатор сливной трубки маслоотделителя и выньте маслоотделитель вентиляции картера.
Снимите шкив коленчатого вала, закрепив маховик фиксатором A.60330/R (см. рис. 10) и отвернув ключом А.50121 гайку (рис. 5). Снимите крышку головки цилиндров и крышку цепного привода распределительного вала. Отверните болты крепления звездочек распределительного вала и вала привода масляного насоса.

 Ослабьте колпачковую гайку 6 (рис. 6) натяжителя цепи, отверните гайки 4 крепления его к головке цилиндров, снимите натяжитель и, отвернув болт 2. снимите башмак 3 натяжителя цепи. Отверните ограничительный палец цепи и снимите звездочки привода масляного насоса и распределительного вала и выньте цепь.
Ослабьте колпачковую гайку 6 (рис. 6) натяжителя цепи, отверните гайки 4 крепления его к головке цилиндров, снимите натяжитель и, отвернув болт 2. снимите башмак 3 натяжителя цепи. Отверните ограничительный палец цепи и снимите звездочки привода масляного насоса и распределительного вала и выньте цепь.
Ослабьте гайки шпилек 4 (рис. 7). Отвернув гайки крепления, снимите корпус подшипников распределительного вала. Отвернув гайки шпилек 4 и, удалив упорный фланец 1, осторожно, чтобы не повредить поверхность опор корпуса подшипников, выньте распределительный вал.
Рис. 6. Снятие натяжителя и успокоителя цепи:
1 - цепь привода распределительного вала:
2 - болт крепления башмака;
3 - башмак натяжителя;
4 - гайка крепления натяжителя;
5 - корпус натяжителя;
6 - колпачковая гайка натяжителя;
7 - болты крепления успокоителя;
8 - болт крепления звездочки валика привода масляного насоса.
Рис. 7. Снятие упорного фланца распределительного вала:
1 - упорный фланец;
2 - распределительный вал,
3 - корпус подшипников;
4 - шпилька крепления упорного фланца.

 Отверните болты крепления головки цилиндров и снимите ее вместе с выпускным коллектором и впускной трубой. Снимите упорный фланец 1 (рис. 8) валика привода масляного насоса и выньте валик из блока цилиндров. Универсальным съемником А.40005/1/7 из комплекта А.40005 снимите звездочку с коленчатого вала (рис. 9).
Отверните болты крепления головки цилиндров и снимите ее вместе с выпускным коллектором и впускной трубой. Снимите упорный фланец 1 (рис. 8) валика привода масляного насоса и выньте валик из блока цилиндров. Универсальным съемником А.40005/1/7 из комплекта А.40005 снимите звездочку с коленчатого вала (рис. 9).
Рис. 8. Снятие валика привода масляного насоса:
1 - упорный фланец;
2 - болт крепления фланца;
3 - валик привода масляного насоса;
4 - ключ
Рис. 9. Снятие звездочки коленчатого вала универсальным съемником А. 4005/1/17.
Отверните гайки шатунных болтов, снимите крышки шатунов и осторожно выньте через цилиндры поршни с шатунами. Пометьте поршень, шатун, вкладыши коренных и шатунных подшипников, чтобы при сборке установить их на прежнее место.

 Установите фиксатор 5 (рис. 10), отверните болты 3, снимите шайбу 4 и маховик с коленчатого вала. Снимите переднюю крышку картера сцепления. Выталкивателем А.40006 выньте подшипник первичного вала коробки передач из гнезда в коленчатом валу (рис. 11).
Установите фиксатор 5 (рис. 10), отверните болты 3, снимите шайбу 4 и маховик с коленчатого вала. Снимите переднюю крышку картера сцепления. Выталкивателем А.40006 выньте подшипник первичного вала коробки передач из гнезда в коленчатом валу (рис. 11).
Снимите держатель сальника коленчатого вала. Отверните болты крышек коренных подшипников, снимите их вместе с нижними вкладышами, снимите коленчатый вал, верхние вкладыши и упорные полукольца на задней опоре.
Рис. 10. Снятие маховика:
1 - ключ;
3 - болт крепления маховика;
4 - шайба
5 - фиксатор A.60330/R для удержания маховика от проворачивания;
6 - передняя крышка картера сцепления.
СБОРКА ДВИГАТЕЛЯ
Вымытый и очищенный блок цилиндров установите на стенде и заверните отсутствующие шпильки. Смажьте моторным маслом вкладыши подшипников и упорные полукольца коленчатого вала, а также цилиндры, поршни и сальники. При сборке двигателя после ремонта устанавливайте новые сальники коленчатого вала.
Уложите в гнездо среднего подшипника и в его крышку вкладыши без канавки на внутренней поверхности. В остальные гнезда блока цилиндров уложите вкладыши с канавкой, а в соответствующие крышки - вкладыши без канавки.
До 1986 г. нижние вкладыши 1-, 2-, 4- и 5-го коренных подшипников изготавливались с канавкой.



 Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца (рис. 12), подобранные по толщине согласно указаниям “Коленчатый вал и маховик”. Установите крышки коренных подшипников в соответствии с метками
Уложите в коренные подшипники коленчатый вал и вставьте в гнезда задней опоры два упорных полукольца (рис. 12), подобранные по толщине согласно указаниям “Коленчатый вал и маховик”. Установите крышки коренных подшипников в соответствии с метками
Крышки коренных подшипников устанавливайте в прежний блок. Для этого блок цилиндров и принадлежащие ему крышки помечаются одинаковым условным номером (см. рис. 13 и 24).
Рис. 13. Метки на крышках коренных подшипников (счет опор ведется от передней части двигателя) и условный номер блока цилиндров.
Упорные полукольца устанавливайте канавками в сторону упорных поверхностей коленчатого вала (со стороны канавок на поверхность полукольца нанесен антифрикционный слой). С передней стороны задней опоры ставьте сталеалюминиевое полукольцо, а с задней стороны - металлокерамическое (желтого цвета).
(рис. 13). Затяните болты крепления крышек. Наденьте на фланец коленчатого вала прокладку держателя заднего сальника, а в гнезда держателя (рис. 14) вложите болты крепления передней крышки картера сцепления. Наденьте держатель с сальником на оправку 41.7853.4011 и. передвинув его с оправки на фланец коленчатого вала, прикрепите к блоку цилиндров.
Установите по двум центрирующим втулкам переднюю крышку 6 (см. рис. 10) картера сцепления. Прикрепите крышку гайками к держателю заднего сальника. Установите маховик на коленчатый вал так. чтобы метка (конусообразная лунка) около обода находилась против, оси шатунной шейки четвертого цилиндра, заблокируйте фиксатором A.60330/R маховик и прикрепите его болтами к фланцу коленчатого вала.
Подберите поршни к цилиндрам и соберите поршни с шатунами, как указано в “Поршни и шатуны".
 С помощью втулки из набора 02.7854.9500 вставьте в цилиндры поршни с шатунами (рис. 15). В наборе имеются втулки номинального и ремонтных размеров поршней. Поэтому необходимо подобрать втулку, пригодную для данного размера устанавливаемого поршня.
С помощью втулки из набора 02.7854.9500 вставьте в цилиндры поршни с шатунами (рис. 15). В наборе имеются втулки номинального и ремонтных размеров поршней. Поэтому необходимо подобрать втулку, пригодную для данного размера устанавливаемого поршня.
ПРЕДУПРЕЖДЕНИЕ!
Отверстие для пальца на поршне смещено от оси на 2 мм, поэтому при установке поршней в цилиндры метка "П” на поршнях должна быть обращена к передней части двигателя.
Установите вкладыши в шатуны и крышки шатунов. Соедините шатуны с шейками коленчатого вала, поставьте крышки и затяните шатунные болты.
Установите на коленчатый вал звездочку. Установите валик привода масляного насоса и закрепите упорным фланцем. Установите по двум центрирующий м втулкам на блоке прокладку и головку цилиндров в сборе с клапанами выпускным коллектором и впускной трубой. Перед установкой прокладки головки цилиндров необходимо удалить все масло с сопрягаемых поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается. При попадании масла обезжирьте прокладку.
Перед установкой прокладки головки цилиндров необходимо удалить все масло с сопрягаемых поверхностей блока и головки цилиндров. Прокладка должна быть чистой и сухой. Попадание масла на поверхность прокладки не допускается. При попадании масла обезжирьте прокладку.
Затяните в определенной последовательности (рис. 27) и в два приема болты крепления головки цилиндров:
Предварительно моментом 33,3-41.16 Н-м (3,4-4,2 кгс-м) болты 1-10;
Окончательно моментом 95,94-118.38 Н-м (9,79-12,08 кгс-м), болты 1-10 и моментом 30,67-39,1 Н-м (3,13-3,99 кгc*м).


 Поверните маховик в такое положение, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров (рис. 17). Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов, окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не менее 30 мин. Удалите масло (или охлаждающую жидкость) из отверстий под болты в блоке цилиндров.
Поверните маховик в такое положение, чтобы метка на звездочке коленчатого вала совпала с меткой на блоке цилиндров (рис. 17). Перед сборкой двигателя заблаговременно смажьте резьбу и головки болтов, окунув их в моторное масло. Затем дайте стечь излишкам масла, выдержав болты не менее 30 мин. Удалите масло (или охлаждающую жидкость) из отверстий под болты в блоке цилиндров.
Проверьте, на месте ли установочные втулки корпуса подшипников распределительного вала. Установите звездочку на распределительный вал, собранный с корпусом подшипников так, чтобы метка 1 (см. рис. 19) на звездочке находилась против метки 2 на корпусе подшипников. Снимите звездочку и, не изменяя положения вала, установите корпус подшипников на головку цилиндров так, чтобы установочные втулки вошли в гнезда корпуса подшипников. Закрепите корпус подшипников, затягивая гайки в последовательности, указанной на рис. 28. Установите на головке цилиндров успокоитель цепи. Установите цепь привода распределительного вала:
Наденьте цепь на звездочку распределительного вала и введите в полость привода, устанавливая звездочку так. чтобы метка на ней совпала с меткой на корпусе подшипников (рис. 19). Болт звездочки не затягивайте до упора;
Установите звездочку на валик привода масляного насоса, также не затягивая окончательно болт ее крепления;
Установите башмак натяжителя цепи и натяжитель, не затягивая колпачковую гайку, чтобы пружина натяжителя могла прижать башмак; заверните в блок цилиндров ограничительный палец цепи;
Поверните коленчатый вал на два оборота в направлении вращения, что обеспечит нужное натяжение цепи; проверьте совпадение меток на звездочках с метками на блоке цилиндров и на корпусе подшипников (см. рис. 17 и 19);
Если метки совпадают, заблокировав маховик фиксатором A.60330/R (см. рис. 10), окончательно затяните болты звездочек, колпачковую гайку натяжителя цепи и отогните стопорные шайбы болтов звездочек; если метки не совпадают, то повторите операцию по установке цепи.
Отрегулируйте зазор между кулачками распределительного вала и рычагами привода клапанов.
 Установите крышку привода распределительного вала (рис. 20) с прокладкой и сальником на блоке цилиндров, не затягивая окончательно болты и гайки крепления. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты ее крепления.
Установите крышку привода распределительного вала (рис. 20) с прокладкой и сальником на блоке цилиндров, не затягивая окончательно болты и гайки крепления. Оправкой 41.7853.4010 отцентрируйте положение крышки относительно конца коленчатого вала и затяните окончательно гайки и болты ее крепления.
Рис. 20. Крышка привода распределительного вала. Стрелками показаны выступы для центрирования крышки относительно ступицы шкива коленчатого вала.
Установите шкив привода генератора и насоса и закрепите его гайкой. Смажьте моторным маслом уплотнительное кольцо масляного фильтра и установите масляный фильтр, вручную привернув его к штуцеру на блоке цилиндров. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя.
Установите масляный насос и масляный картер с прокладкой. Установите насос охлаждающей жидкости, кронштейн генератора и генератор. Наденьте ремень на шкивы и отрегулируйте его натяжение.
Установите на головке цилиндров подводящую трубку радиатора отопителя и выпускной патрубок охлаждающей рубашки. Прикрепите к насосу охлаждающей жидкости и выпускному коллектору отводящую трубку радиатора отопителя.
Установите датчики контрольных приборов. Установите шестерню привода масляного насоса и распределителя зажигания. Установите распределитель зажигания и отрегулируйте момент зажигания. Заверните свечи зажигания, установите на них ключ 67.7812.9515 и затяните динамометрическим ключом.
Установите топливный насос в соответствии с указаниями “ ”. Установите карбюратор и присоедините к нему шланги. Закройте карбюратор сверху технологической заглушкой. Установите крышку головки цилиндров с прокладкой и кронштейном топливопровода. Подключите провода высокого напряжения к распределителю зажигания и к свечам зажигания. Залейте моторное масло в двигатель через горловину на крышке головки цилиндров.
ОБКАТКА ДВИГАТЕЛЯ ПОСЛЕ РЕМОНТА
Отремонтированный двигатель подвергается стендовым испытаниям (обкатке) без нагрузки по следующему циклу:
820-900 мин"1............2 мин;
1000 мин-1...................3 мин;
1500 мин-1...................4 мин;
2000 мин"1...................5 мин.
Установив на стенде и запустив двигатель, проверьте следующее:
Нет ли течи охлаждающей жидкости или топлива между сопрягаемыми деталями, из соединений трубопроводов и через прокладки;
Давление масла и нет ли подтекания масла через прокладки;
Установку момента зажигания;
- частоту вращения на холостом ходу;
Нет ли посторонних стуков.
Если обнаружатся посторонние стуки или неисправности, остановите двигатель, устраните их, а затем продолжите испытания. При подтекании масла через прокладку между крышкой и головкой цилиндров или через прокладки между масляным картером двигателя, блоком цилиндров и крышками подтяните болты крепления рекомендуемым моментом. Если течь масла не прекращается, проверьте, правильно ли установлены прокладки, и при необходимости замените их.
Так как после ремонта двигатель еще не приработался и трение рабочих поверхностей новых деталей оказывает значительное сопротивление вращению, необходим определенный период приработки.
Указанное в особенности относится к тем двигателям, на которых были заменены поршни, вкладыши шатунных и коренных подшипников. перешлифованы шейки коленчатого вала, а также отхонингованы цилиндры.
Поэтому во время обкатки отремонтированного двигателя не подвергайте его максимальным нагрузкам. Обкатка двигателя должна продолжаться на автомобиле с соблюдением тех скоростей движения, которые рекомендуются для периода обкатки автомобиля.
ПРОВЕРКА ДВИГАТЕЛЯ НА АВТОМОБИЛЕ ПОСЛЕ РЕМОНТА
Установив двигатель на автомобиль, тщательно проверьте правильность монтажа. Дайте поработать двигателю некоторое время, а затем проверьте:
Нет ли подтекания охлаждающей жидкости и топлива в соединениях трубопроводов, при необходимости подтяните соединения;
Нет ли подтекания масла;
Обеспечивает ли привод карбюратора полное открытие и закрытие дроссельных и воздушной заслонок, при необходимости отрегулируйте привод;
- натяжение ремня привода генератора, при необходимости отрегулируйте;
Надежность соединений проводов электрооборудования и работу контрольных ламп на панели приборов.
БЛОК ЦИЛИНДРОВ ВA3-2106
 ОСОБЕННОСТИ УСТРОЙСТВА
ОСОБЕННОСТИ УСТРОЙСТВА
Основные размеры блока цилиндров указаны на рис. 21.
Блок цилиндров отлит из специального низколегированного высокопрочного чугуна. Цилиндры растачиваются непосредственно в блоке и вставных гильз не имеют. В нижней части блока цилиндров расположены пять опор для коренных подшипников коленчатого вала. Крышки коренных подшипников коленчатого вала обрабатываются в сборе с блоком цилиндров, поэтому они не взаимозаменяемы и для различия имеют риски на наружной поверхности (см. рис. 13).
В передней части блока цилиндров размещен цепной привод распределительного вала и валика привода вспомогательных агрегатов (масляного насоса, распределителя зажигания и топливного насоса). Валик вращается в двух втулках, запрессованных в блок цилиндров. Передняя втулка сталеалюминиевая, а задняя - изготавливается из металлокерамики. До 1984 г. обе втулки были сталеалюминиевые. В запасные части поставляются втулки номинального и ремонтного размеров с уменьшенным на 0.3 мм внутренним диаметром.
Полость привода распределительного вала закрыта крышкой с передним самоподжимным сальником коленчатого вала. Сзади к блоку цилиндров прикреплен держатель заднего сальника коленчатого вала. Снизу блок цилиндров закрыт стальным штампованным масляным картером. Между блоком цилиндров и картером, а также между блоком цилиндров и крышкой привода распределительного вала устанавливаются пробко-резиновые прокладки.
ОБЩАЯ ОЧИСТКА И ОСМОТР
Тщательно вымойте блок цилиндров и осмотрите масляные каналы. Продуйте и просушите блок цилиндров сжатым воздухом, особенно масляные каналы. Осмотрите блок цилиндров. Если в опорах или других местах блока цилиндров имеются трещины, то он подлежит замене.
ПРОВЕРКА ГЕРМЕТИЧНОСТИ БЛОКА ЦИЛИНДРОВ
Если имеется подозрение на попадание охлаждающей жидкости в картер, то на специальном стенде проверьте герметичность блока цилиндров. Для этого, заглушив отверстия охлаждающей рубашки блока цилиндров, нагнетайте в нее воду комнатной температуры под давлением 0,3 МПа (3 кгс/см2). В течение двух минут не должно наблюдаться утечки воды из блока цилиндров.
Если наблюдается попадание масла в охлаждающую жидкость, то без полной разборки двигателя проверьте нет ли трещин у блока цилиндров в зонах масляных каналов. Для этого слейте охлаждающую жидкость из системы охлаждения, снимите головку цилиндров, заполните рубашку охлаждения блока цилиндров водой и подайте сжатый воздух в вертикальный масляный канал блока цилиндров. В случае появления пузырьков воздуха в воде, заполняющей рубашку охлаждения, замените блок цилиндров.
ЦИЛИНДРЫ

![]() Проверьте, не превышает ли износ цилиндров максимально допустимый - 0.15 мм. Диаметр цилиндра измеряется нутромером (рис. 22) в четырех поясах, как в продольном, так и в поперечном направлении двигателя (рис. 23). Для установки нутромера на ноль применяется калибр 67.8125.9502.
Проверьте, не превышает ли износ цилиндров максимально допустимый - 0.15 мм. Диаметр цилиндра измеряется нутромером (рис. 22) в четырех поясах, как в продольном, так и в поперечном направлении двигателя (рис. 23). Для установки нутромера на ноль применяется калибр 67.8125.9502.
Рис. 22. Измерение цилиндров нутромером: 1 - нутромер; 2 -установка нутромера на ноль по калибру 67.8125.9501
Рис. 23. Схема измерения цилиндров: А и В - направления измерений; 1, 2, 3 и 4 - номера поясов
Рис. 24. Маркировки размерного класса цилиндров на блоке (белые стрелки) и условного номера блока цилиндров (черная стрелка).
ПРИМЕЧАНИЕ. Цилиндры блока по диаметру разбиты через 0,01 мм На пять классов: А, В, С, D, Е. Класс цилиндра помечен на нижней плоскости блока (рис. 24). На этой же плоскости, а также на крышках коренных подшипников клеймится условный номер блока цилиндров, который указывает на принадлежность крышек данному блоку.
В зоне пояса 1 цилиндры практически не изнашиваются. Поэтому по разности замеров в первом и остальных поясах можно судить о величине износа цилиндров.
Если максимальная величина износа больше 0.15 мм, расточите цилиндры до ближайшего ремонтного размера, оставив припуск 0,03 мм на диаметр под хонингование. Затем отхонингуйте цилиндры, выдерживая такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор между ним и цилиндром был 0,05-0,07 мм.
ПЛОСКОСТЬ РАЗЪЕМА С ГОЛОВКОЙ ЦИЛИНДРОВ
На плоскости разъема блока цилиндров с головкой могут быть деформации. Поэтому проверьте плоскость разъема с помощью линейки и набора щупов. Линейка устанавливается по диагоналям плоскости и в середине в продольном направлении и поперек. Если не-плоскостность превышает 0.1 мм. блок цилиндров замените.
ШАТУННО-ПОРШНЕВАЯ ГРУППА ВA3-2106
ОСОБЕННОСТИ УСТРОЙСТВА
 Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня. Основные размеры шатунно-поршневой группы даны на рис. 25.
Поршень изготовлен из алюминиевого сплава и покрыт слоем олова для улучшения прирабатываемости. Юбка поршня в поперечном сечении овальная, а по высоте коническая. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу и на расстоянии 52,4 мм от днища поршня. Основные размеры шатунно-поршневой группы даны на рис. 25.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм ц правую сторону двигателя. Поэтому для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка “П”. которая должна быть обращена в сторону передней части двигателя.
Поршни ремонтных размеров с 1986 г. для всех моделей двигателей изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. До 1986 г. выпускались поршни следующих ремонтных размеров: для двигателей 2103 - с увеличением на 0.2; 0,4 и 0,6 мм; для 2106 и 21011 - с увеличением на 0.4 и 0,7 мм.
Поршневые кольца изготовлены из чугуна. Наружная поверхность верхнего компрессионного кольца хромирована и имеет бочкообразную форму. Нижнее компрессионное кольцо - скребкового типа (с выточкой по наружной поверхности), фосфатированное. Масло-съемное кольцо имеет прорези для снимаемого с цилиндра масла и внутреннюю витую пружину (расширитель).
Поршневой палец - стальной, трубчатого сечения, запрессован в верхнюю головку шатуна и свободно вращается в бобышках поршня.
Шатун - стальной, кованый, с разъемной нижней головкой, в которой устанавливаются вкладыши шатунного подшипника. Шатун обрабатывается вместе с крышкой, поэтому при сборке цифры на шатуне и крышке должны быть одинаковые.
ВЫПРЕССОВКА ПОРШНЕВОГО ПАЛЬЦА
Снимать палец необходимо на прессе с помощью оправки А.60308 и опоры с цилиндрической выемкой, в которую укладывается поршень. Перед выпрессовкой пальца снимите поршневые кольца. Если снятые детали мало изношены и не повреждены, они могут быть снова использованы. Поэтому при разборке их пометьте, чтобы в дальнейшем собрать группу с теми же деталями.
Удалите нагар, образовавшийся на днище поршня и в канавках поршневых колец, а из смазочных каналов поршня и шатуна удалите все отложения.
Тщательно проверьте, нет ли на деталях повреждений. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке недопустимы и требуют замены деталей. Если на рабочей поверхности вкладышей имеются глубокие риски или они слишком изношены, замените вкладыши новыми.
ПОДБОР ПОРШНЯ К ЦИЛИНДРУ
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0.05-0,07 мм. Он определяется промером цилиндров и поршней и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) - 0,15 мм.
ПРИМЕЧАНИЕ
Диаметр поршня измеряется в плоскости, перпендикулярной поршневому пальцу, на расстоянии 52,4 мм от днища поршня (см. рис. 25).
По наружному диаметру поршни разбиты па пять классов (А, В, С, D. Е) через 0,01 мм. а по диаметру отверстия под поршневой палец, - на три категории через 0,004 мм. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0.15 мм. то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров.
ПРОВЕРКА ЗАЗОРА МЕЖДУ ПОРШНЕМ И ПАЛЬЦЕМ
Палец запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. По наружному диаметру пальцы разбиты на три категории через 0,004 мм. Категорий указывается цветной меткой на торце пальца: синяя метка - первая категория, зеленая - вторая, а красная - третья.

 Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстие бобышки поршня. Для правильного сопряжения необходимо, чтобы поршневой палец входил в отверстие от простого нажатия большого пальца руки (рис. 26) и не выпадал из бобышки (рис. 27), если держать поршень в вертикальном положении.
Сопряжение поршневого пальца и поршня проверяют, вставляя палец, предварительно смазанный моторным маслом, в отверстие бобышки поршня. Для правильного сопряжения необходимо, чтобы поршневой палец входил в отверстие от простого нажатия большого пальца руки (рис. 26) и не выпадал из бобышки (рис. 27), если держать поршень в вертикальном положении.
Выпадающий из бобышки палец замените другим, следующей категории. Если в поршень вставлялся палец третьей-категории, то замените поршень с пальцем.
ПРОВЕРКА ЗАЗОРОВ МЕЖДУ ПОРШНЕВЫМИ КАНАВКАМИ И КОЛЬЦАМИ

 Зазор по высоте между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 28. вставляя кольцо в соответствующую канавку.
Зазор по высоте между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 28. вставляя кольцо в соответствующую канавку.
Номинальный (расчетный) зазор для верхнего компрессионного кольца составляет 0.045-0,08 мм, для нижнего - 0,025-0,06 мм и для маслосъемного - 0,02-0,055 мм. Предельно допустимые зазоры при износе - 0,15 мм.
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 29), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502. Зазор должен быть в пределах 0,25-0,45 мм для всех новых колеи. Предельно допустимый зазор при износе - 1 мм.
ПРОВЕРКА ЗАЗОРА МЕЖДУ ВКЛАДЫШАМИ И КОЛЕНЧАТЫМ ВАЛОМ
Зазор между вкладышами и шейкой коленчатого вала можно проверять расчетом, измерив детали. Номинальный расчетный зазор составляет 0,036-0.086 мм. Если он меньше предельного, то замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенной толщины, см. табл.).
Толщина вкладышей шатунных подшипников, мм
*Цифры 0.25; 0,50 и т.д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифовки.
КОНТРОЛЬ МАССЫ ПОРШНЕЙ
 По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. 30. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,4 мм), а по ширине ограничивается диаметром 70,5 мм.
По массе поршни одного двигателя не должны отличаться друг от друга более, чем на ±2,5 г. Если нет комплекта поршней одной весовой группы, можно удалить часть металла на основании бобышек под поршневой палец. Место съема металла указано стрелками на рис. 30. Съем металла, однако, не должен превышать 4,5 мм по глубине относительно номинальной высоты поршня (59,4 мм), а по ширине ограничивается диаметром 70,5 мм.
СБОРКА ШАТУННО-ПОРШНЕВОЙ ГРУППЫ
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 140°С, шатуны помещают на 15 мин. Для правильного соединения пальца с шатуном запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
 Палец заранее приготовьте к сборке, надев, его на валик 1 (рис. 31) приспособления 02.7853.9500, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Палец заранее приготовьте к сборке, надев, его на валик 1 (рис. 31) приспособления 02.7853.9500, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Рис. 31. Установки поршневого пальца на приспособление 02.7853.9500 для запрессовки его в поршень и головку шатуна:
1 - валик приспособления;
2 - поршневой палец;
3 - направляющая;
4 - упорный винт.
 Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением 02.7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 32) так, чтобы заплечик приспособления соприкасался с поршнем.
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением 02.7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 32) так, чтобы заплечик приспособления соприкасался с поршнем.
Рис. 32. Запрессовка поршневого пальца в верхнюю головку шатуна. Поршень должен опираться на головку шатуна в направлении, указанном стрелкой.
1 - приспособление 02.7853.9500;
2 - поршневой палец.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 32). Таким образом палец займет правильное положение.
ПРЕДУПРЕЖДЕНИЕ. Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном должен соединяться так, чтобы метка "П” на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так. чтобы замок верхнего компрессионного кольца располагался под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца - под углом 30-45° к оси поршневого пальца между замками компрессионных колец.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 30). Если на кольце нанесена метка “Верх” или “ТОР”, то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца. Если у маслосъемного кольца фаски на наружной поверхности несимметричны (такие кольца применялись до 1988 г.), то такое кольцо надо устанавливать фасками вверх.
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов не взаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находиться с одной стороны.
ПРОВЕРКА ЗАПРЕССОВКИ ПАЛЬЦА
После сборки группы шатун-палец-поршень проверьте прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95615:
 - зажмите основание 4 (рис. 33) приспособления в тиски и установите на нем шатунно-поршневую группу;
- зажмите основание 4 (рис. 33) приспособления в тиски и установите на нем шатунно-поршневую группу;
Опустите кронштейн 8 индикатора. вставьте в отверстие пальца резьбовой стержень 3 и продвиньте его в отверстие бобышки до упора головки 2 стержня в торец пальца;
На конец стержня наверните гайку 5 и затяните ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры;
Приподнимите кронштейн 8 до горизонтального положения, закрепите его рукояткой 7 и установите штифт 1 индикатора 9 на головке 2 стержня, вставленного в палец;
Установите на ноль индикатор и вставьте в паз резьбового стержня упор 6. чтобы стержень не проворачивался;
Динамометрическим ключом 2 (рис. 34) заверните гайку 1 стержня, прикладывая к ней момент 12,7 Н*м (1,3 кгс-м), что соответствует осевой нагрузке 3.92 кН (400 кгс).
 Рис. 33. Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца:
Рис. 33. Собранный комплект поршень-палец-шатун, установленный на приспособление А.95615 для испытания на выпрессовывание пальца:
1 - штифт индикатора в соприкосновении с концом стержня;
2 - головка стержня в соприкосновении с пальцем;
3 - резьбовой стержень с пазом;
4 - основание;
5 - гайка стержня;
6 -упорный палец стержня;
7 - рукоятка зажима кронштейна;
8 - кронштейн индикатора;
9 - индикатор.
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в исходное положение стрелка индикатора возвратится на ноль. В случае проскальзывания пальца в верхней головке шатуна замените шатун новым.
 ПРОВЕРКА ПАРАЛЛЕЛЬНОСТИ ОСЕЙ НИЖНЕЙ ГОЛОВКИ ШАТУНА И ПОРШНЕВОГО ПАЛЬЦА
ПРОВЕРКА ПАРАЛЛЕЛЬНОСТИ ОСЕЙ НИЖНЕЙ ГОЛОВКИ ШАТУНА И ПОРШНЕВОГО ПАЛЬЦА
Перед установкой собранной шатунно-поршневой группы на двигатель проверьте параллельность осей группы специальным прибором (рис. 35).
Рис. 35. Проверки параллельности осей поршневого пальца и нижней головки шатуна:
- собранный комплект шатун-палец-поршень;
2 - выдвижные ножи:
3 - тор:
4 - калибр.
Для проверки нижнюю головку шатуна (без вкладышей) центрируйте на выдвижных ножах 2, а на днище поршня установите калибр 4. Набором щупов проверьте зазор между вертикальной плитой приспособления и вертикальной плоскостью калибра на расстоянии 125 мм от угла или верхнего конца калибра (в зависимости оттого, чем он касается плиты - углом или верхним концом). Зазор не должен превышать 0.4 мм. Если зазор больше, то замените шатун.
Коленчатый вал и маховик
ОСОБЕННОСТИ УСТРОЙСТВА
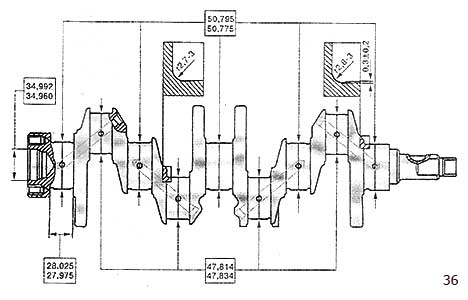 Коленчатый вал - пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2-3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик. Основные размеры коленчатого вала даны па рис. 36.
Коленчатый вал - пятиопорный, отлит из чугуна. Поверхности шеек вала закалены токами высокой частоты на глубину 2-3 мм. В заднем конце коленчатого вала выполнено гнездо под передний подшипник ведущего вала коробки передач, по наружному диаметру которого центрируется маховик. Основные размеры коленчатого вала даны па рис. 36.
Шатунные и коренные шейки коленчатого вала соединяются каналами, по которым подводится масло для смазки шатунных подшипников. Технологические выходы каналов закрыты колпачковыми заглушками, которые запрессованы и для надежности зачеканены в трех точках.
Для продления срока службы коленчатого вала предусмотрена возможность перешлифовки шеек коленчатого вала, при износе или повреждении их поверхностей. Шлифованием диаметры шеек уменьшаются на 0,25; 0.5; 0.75 и 1.00 мм.
Вкладыши коренных и шатунных подшипников - сталеалюминиевые. Верхние вкладыши 1. 2. 4 и 5-го коренных подшипников имеют канавку на внутренней поверхности, а нижние без канавки (до 1987 г. нижние вкладыши этих подшипников устанавливались с канавкой). Вкладыши центрального (3-го) коренного подшипника отличаются от остальных большей шириной и отсутствием канавки на внутренней поверхности. Все вкладыши шатунных подшипников без канавок, одинаковые и взаимозаменяемые.
Маховик отливается из чугуна и снабжен стальным зубчатым венцом для пуска двигателя стартером. Маховик устанавливается на коленчатый вал так. чтобы метка (конусообразная лунка около зубчатого венца) находилась против шатунной шейки 4-го цилиндра. Метка служит для определения ВМТ в 1-м и 4-м цилиндре.
ОЧИСТКА КАНАЛОВ СИСТЕМЫ СМАЗКИ
Ддя очистки удалите заглушки каналов. Затем прогоните гнезда заглушек зенкером А.94016/10. надетым на шпиндель А.94016. тщательно промойте каналы бензином и продуйте сжатым воздухом.
Нанесите герметик УГ-6 на поверхности гнезд заглушек. Оправкой А.86010 запрессуйте новые заглушки и для большей надежности зачеканьте каждую заглушку в 3 точках кернером.
КОРЕННЫЕ И ШАТУННЫЕ ШЕЙКИ
 Проверка. Установите коленчатый вал крайними коренными шейками на две призмы (рис. 37) и проверьте индикатором:
Проверка. Установите коленчатый вал крайними коренными шейками на две призмы (рис. 37) и проверьте индикатором:
Биение коренных шеек (максимально допустимое 0.03 мм);
Биение посадочных поверхностей под звездочку и подшипник ведущего вала коробки передач (максимально допустимое 0.04 мм);
Смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек (максимально допустимое ±0.35 мм).
Неперпендикулярность по отношению к оси коленчатого вала торцевой поверхности фланца. При проворачивании вала индикатор, установленный сбоку на расстоянии 34 мм (рис. 2-37) от оси вала, не должен показывать биения более 0,025 мм.
На коренных, шатунных шейках и на щеках коленчатого вала трещины не допускаются. Если они обнаружены. замените вал. На поверхностях коленчатого вала, сопрягаемых с рабочими кромками сальников, не допускаются царапины, забоины и риски. Измерьте диаметры коренных и шатунных шеек. Шейки следует шлифовать, если их износ больше 0.03 мм или овальность шеек более 0.03 мм, а также если на шейках есть задиры и риски.
Шлифование шеек. Коренные и шатунные шейки шлифуйте уменьшая на 0,25 мм так, чтобы получить в зависимости от степени износа диаметры. соответствующие значениям, приведенным в табл.. и радиусы галтелей шеек, как указано на рис. 36.
Овальность и конусность коренных и шатунных шеек после шлифования должна быть не более 0,007 мм. Прошлифовав шейки, отполируйте их с помощью алмазной пасты или пасты ГОИ. После шлифования и последующей доводки шеек хорошо промойте коленчатый вал для удаления остатков абразива. Каналы для смазки с удаленными заглушками несколько раз промойте бензином под давлением. На первой щеке коленчатого вала промаркируйте величину уменьшения коренных и шатунных шеек (например, К 0,25; Ш 0,50).
Диаметры шатунных шеек, мм
Диаметры коренных шеек, мм
Размер вкладышей коренных подшипников, мм
* Цифры 0,25. 0.50 и т.д. указывают величину уменьшения диаметра шеек коленчатого вала после шлифования или увеличение посадочного размера вкладышей коренных подшипников.
ВКЛАДЫШИ КОРЕННЫХ ПОДШИПНИКОВ
На вкладышах нельзя производить никаких подгоночных операций. При задирах, рисках или отслоениях антифрикционного слоя замените вкладыши новыми. Зазор между шейками коленчатого вала и вкладышами можно определить расчетом, измерив диаметры коренных шеек, постелей под вкладыши и толщину вкладышей.
Номинальный расчетный зазор составляет 0,050-0,095 мм. Если он меньше предельного (0,15 мм), то можно снова использовать эти вкладыши. При зазоре больше предельного замените на этих шейках вкладыши новыми. Если шейки коленчатого вала изношены и шлифуются до ремонтного размера, то вкладыши замените ремонтными (увеличенного посадочного размера - табл.). Признаком правильности сборки и сопряжения шеек с вкладышами является свободное вращение коленчатого вала.
 МАХОВИК
МАХОВИК
Проверьте состояние зубчатого обода и в случае повреждения зубьев замените маховик. Поверхности маховика, сопрягаемые с коленчатым валом и с ведомым диском сцепления, должны быть без царапин, задиров и быть совершенно плоскими.
Если на рабочей поверхности 3 (рис. 38) маховика под ведомый диск сцепления имеются царапины, проточите эту поверхность, снимая слой металла толщиной не более 1 мм. Затем проточите поверхность 2, выдерживая размер (0.5±0,01) мм. При проточке необходимо обеспечить параллельность поверхностей 2 и 3 относительно поверхности 1.
Допуск непараллельности составляет 0,1 мм.
Установите маховик на оправку, центрируя его по посадочному отверстию с упором на поверхность 1 и проверьте биение плоскостей 2 и 3. В крайних точках индикатор не должен показывать биений, превышающих 0.1 мм.
Рис. 38. Маховик:
1 - поверхность крепления к фланцу коленчатого вала;
2 - поверхность крепления сцепления;
3 - опорная поверхность ведомого диска сцепления.
 ПРОВЕРКА ОСЕВОГО ЗАЗОРА КОЛЕНЧАТОГО ВАЛА
ПРОВЕРКА ОСЕВОГО ЗАЗОРА КОЛЕНЧАТОГО ВАЛА
Осевое перемещение коленчатого вала ограничено двумя упорными полукольцами, установленными по обе стороны заднего коренного подшипника. С передней стороны подшипника устанавливается сталеалюминиевое полукольцо, а с задней стороны - металлокерамическое (желтого цвета). Полукольца изготавливаются нормальной толщины (2.310-2,360 мм) и увеличенной (2.437-2.487 мм).
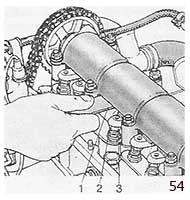
Для проверки осевого перемещения установите индикатор на магнитной подставке и вставьте концы двух отверток между крышками крайних подшипников и щеками противовесов коленчатого вала (рис. 39). Переместите вал отвертками и проверьте по индикатору осевое перемещение. которое должно быть в пределах 0,06-0.26 мм.
Если перемещение превышает максимально допустимое 0,35 мм, то замените упорные полукольца другими, увеличенными на 0,127 мм.
ПРИМЕЧАНИЕ. Осевое перемещение коленчатого вала можно проверять также на двигателе, установленном на автомобиле, с помощью приспособления 67.8701.9510. При этом осевое перемещение коленчатого вала создается нажатием и отпусканием педали сцепления, а величина осевого перемещения определяется по перемещению переднего конца коленчатого вала.
ГОЛОВКА ЦИЛИНДРОВ ВA3-2106 И КЛАПАННЫЙ МЕХАНИЗМ
ОСОБЕННОСТИ УСТРОЙСТВА
 Головка цилиндров - общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 21011, 2103, 2106. Основные размеры головки цилиндров даны на рис. 40.
Головка цилиндров - общая для четырех цилиндров, отлита из алюминиевого сплава. Она унифицированная, т.е. одинаковая для двигателей 21011, 2103, 2106. Основные размеры головки цилиндров даны на рис. 40.
В головку цилиндров запрессованы чугунные седла и направляющие втулки клапанов. Рабочие фаски седел обрабатываются после запрессовки в сборе с головкой цилиндров. чтобы обеспечить точную соосность фасок с отверстиями направляющих втулок клапанов.
Отверстия во втулках обрабатываются также после запрессовки втулок в головку цилиндров. Это делается для обеспечения точности диаметра отверстия и его расположения по отношению к рабочим фаскам седла и клапана. В отверстиях направляющих втулок имеются спиральные канавки для смазки. У втулок впускных клапанов канавки нарезаны до половины длины отверстия, а у втулок выпускных клапанов - на всей длине отверстия.
Сверху на направляющие втулки надеваются маслоотражательные колпачки из тепло-маслостойкой резины со стальным арматурным кольцом. Колпачки охватывают стержни клапанов и служат для уменьшения проникновения масла в камеру сгорания через зазоры между направляющей втулкой и стержнем клапана.
Каждый клапан имеет две цилиндрические пружины: наружную и внутреннюю, опирающиеся на две опорные шайбы. Вверху пружины упираются в тарелку, которая удерживается на стержне клапана двумя сухарями, имеющими в сложенном виде форму усеченного конуса.
СНЯТИЕ И УСТАНОВКА НА АВТОМОБИЛЕ
Головку цилиндров снимают с двигателя на автомобиле, если для устранения неисправности не нужно снимать сам двигатель или если необходимо только удалить нагар с поверхности камеры сгорания и клапанов. Снимайте головку цилиндров с двигателя в следующем порядке:
Затормозите автомобиль рычагом привода стояночного тормоза и отсоедините провод от клеммы “минус” аккумуляторной батареи:
Слейте охлаждающую жидкость из радиатора и блока цилиндров и снимите воздушный фильтр;
Отсоедините провода от свечей зажигания, датчика температуры охлаждающей жидкости и электромагнитного клапана карбюратора. Отсоедините от карбюратора трос привода воздушной заслонки:
Ключом 67.7812.9514 выверните свечи зажигания и датчик температуры охлаждающей жидкости:
Отсоедините тяги привода дроссельной заслонки от промежуточного рычага на крышке головки цилиндров и снимите крышку;
 - поверните коленчатый вал до совмещения метки на шкиве с длинной меткой на крышке привода распределительного вала (см. рис. 22), а метки на звездочке распределительного вала с меткой на корпусе подшипников (см. рис. 19):
- поверните коленчатый вал до совмещения метки на шкиве с длинной меткой на крышке привода распределительного вала (см. рис. 22), а метки на звездочке распределительного вала с меткой на корпусе подшипников (см. рис. 19):
Отсоедините шланг от трубки подвода жидкости к отопителю. а от выпускного коллектора - кронштейн крепления трубки отвода жидкости из отопителя;
Отсоедините шланги от карбюратора. впускной трубы и от выпускного патрубка охлаждающей рубашки головки цилиндров;
Отсоедините от выпускного коллектора защитный щиток стартера и приемную трубу глушителей:
ПРИМЕЧАНИЕ. Выпускной коллектор и впускную трубу с карбюратором лучше оставить на головке. Их можно снять позже при разборке головки цилиндров.
Отпустите колпачковую гайку натяжителя цепи, отожмите монтажной лопаткой шток натяжителя и зафиксируйте его колпачковой гайкой;
- снимите звездочку распределительного вала и корпус подшипников вместе с распределительным валом;
Отверните болты крепления головки цилиндров к блоку и снимите головку.
Для того, чтобы снова установить и закрепить головку на блоке цилиндров, проведите описанные операции в обратной последовательности с учетом следующего:
Не забудьте поставить прокладку головки цилиндров и прокладку крышки головки:
Затяните болты крепления головки в последовательности, указанной на рис. 27. а гайки шпилек корпуса подшипников распределительного вала - в последовательности, указанной на рис. 28.
Болты крепления головки цилиндров затягивайте в два приема:
Предварительно моментом 33,3- 41,16 Н*м (3,4-4,2 кгс*м) болты 1-10;
Окончательно моментом 95,94- 118,38 Н*м (9,79-12,08 кгс*м) болты 1 - 10 и моментом 30,67-39.1 Н*м (3.13-3-3,99 кгс*м) болт 11.
При установке цепи обращайте внимание на совпадение установочных меток (см. рис. 19 и 22). Натягивайте цепь, как указано в “Распределительный вал и его привод”.
При установке крышки головки цилиндров с прокладкой гайки крепления крышки затягивайте моментом не более 7,85 Н*м (0.8 кгс*м), чтобы не вызвать разрыв прокладки по крепежным отверстиям и коробление крышки. При ремонте двигателя прокладку крышки рекомендуется заменять новой. После установки головки цилиндров проверьте и отрегулируйте момент зажигания.
РАЗБОРКА И СБОРКА
Установите головку цилиндров на доску А.60335. Отсоедините выпускной коллектор и впускную трубу с карбюратором (одновременно удаляется заборник горячего воздуха). Отсоедините выпускной патрубок рубашки охлаждения. Отсоедините патрубок отвода жидкости к отопителю.
 Снимите рычаги 11 (рис. 41) клапанов. освобождая их от пружин 12. Снимите пружины рычагов. Ослабьте контргайки 14, выверните регулировочные болты 13 и втулки 15 регулировочных болтов.
Снимите рычаги 11 (рис. 41) клапанов. освобождая их от пружин 12. Снимите пружины рычагов. Ослабьте контргайки 14, выверните регулировочные болты 13 и втулки 15 регулировочных болтов.
Рис. 41. Детали клапанного механизма:
1 - клапан;
2 - стопорное кольцо;
3 - направляющая втулка;
4 - маслоотражательный колпачок;
5 - опорная шайба наружной пружины;
6 - стопорная шайба внутренней пружины;
7 - внутренняя пружина;
8 - наружная пружина;
9 - тарелка пружин;
10 - сухари;
11 - рычаг привода клапана.
12 - пружина рычага;
13 - регулировочный болт;
14 - контргайка регулировочного болта;
15 - втулка регулировочного болта.
16 - стопорная пластина пружины рычага.
 Установите приспособление -1- А.60311/R, как показано на рис. 42 (2 - доска А.60335). сожмите пружины клапанов и освободите сухари. Взамен переносного Приспособления A.60311/R можно применять также стационарное приспособление 02.7823.9505.
Установите приспособление -1- А.60311/R, как показано на рис. 42 (2 - доска А.60335). сожмите пружины клапанов и освободите сухари. Взамен переносного Приспособления A.60311/R можно применять также стационарное приспособление 02.7823.9505.
Снимите пружины клапанов с тарелками и опорными шайбами. Поверните головку цилиндров и выньте с нижней стороны клапаны. Снимите маслоотражательные колпачки с направляющих втулок. Сборку головки цилиндров производите в порядке, обратном разборке. Клапаны и масло отражательные колпачки перед сборкой смажьте моторным маслом.
ОЧИСТКА ГОЛОВКИ ЦИЛИНДРОВ
Установите головку цилиндров на подставку А.60353. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой, приводимой во вращение электрической дрелью. Очистите и осмотрите впускные каналы и каналы подвода масла к рычагам привода клапанов.
ПРОВЕРКА И ШЛИФОВАНИЕ СЕДЕЛ КЛАПАНОВ

 Форма фасок седел клапанов покарана на рис. 43 и 44 (I - новое седло; II - седло после ремонта). На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел, снимая как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Форма фасок седел клапанов покарана на рис. 43 и 44 (I - новое седло; II - седло после ремонта). На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел, снимая как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
Прошлифуйте седла клапанов следующим образом: установите головку цилиндров ка подставку, вставьте в направляющую втулку клапана стержень A.94059 и очистите фаски седел от нагара зенкерами А.94031 и А.94092 для седел выпускных клапанов и зенкерами А.94003 и А.94101 для седел впускных клапанов. Зенкера надеваются на шпиндель А.94058 и центрируются направляющим стержнем А.94059;
ПРИМЕЧАНИЕ. Стержни А.94059 существуют двух различных диаметров: А.94059/1 - для направляющих втулок впускных клапанов и А.94059/2 - для направляющих втулок выпускных клапанов.
 - наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана (рис. 45).
- наденьте на направляющий стержень А.94059 пружину А.94069/5, установите на шпиндель А.94069 конический круг А.94078 для седел выпускных клапанов или круг А.94100 для седел впускных клапанов, закрепите шпиндель в шлифовальной машинке и прошлифуйте седло клапана (рис. 45).
В момент соприкосновения круга с седлом машинка должна быть выключена. иначе возникнет вибрация и фаска будет неправильной. Рекомендуется чаше производить правку круга алмазом.
Для седел выпускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. 44. зенкером А.94031 (угол 20°) и зенкером А.94092, которым устраняют наклеп на внутреннем диаметре. Зенкеры надеваются на шпиндель А.94058 и, также как и при шлифовании, центрируются стержнем А.94059.
У седел впускных клапанов ширину рабочей фаски доведите до величин, указанных на рис. 43, сначала обработав внутреннюю фаску зенкером А.94003 (рис. 46 - сужение) до получения диаметра 33 мм, а затем фаску 20° зенкером А.94101 до получения рабочей фаски шириной 1.9-2 мм.
Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке. Поврежденный клапан замените. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска. При шлифовании рабочей фаски клапана на шлифовальном станке выдерживайте угол фаски, равный 45°30"+-5 и следите за тем, чтобы толщина цилиндрической части тарелки клапана после шлифования была не меньше 0,5 мм, а также, чтобы у выпускного клапана не оказался снятым слой сплава, наплавленный на фаску.
Направляющие втулки клапанов
Проверьте зазор между направляющими втулками и стержнем клапана, измерив диаметр втулки клапана и отверстие направляющей втулки. Расчетный зазор для новых втулок: 0.022-0.055 мм для впускных клапанов и 0.029-0.062 мм для выпускных клапанов; максимально допустимый предельный зазор (при износе) - 0,15 мм.
 Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, то замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой A.60153/R (рис. 47).
Если увеличенный зазор между направляющей втулкой и клапаном не может быть устранен заменой клапана, то замените втулки клапанов, пользуясь для выпрессовки и запрессовки оправкой A.60153/R (рис. 47).
Для замены двух направляющих втулок впускного и выпускного клапанов 1-го и 4-го цилиндров отверните две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки. Запрессовывайте направляющие втулки с надетым стопорным кольцом до упора его в тело головки цилиндров.
После запрессовки разверните отверстия в направляющих втулках развертками А.90310/1 (для втулок впускных клапанов) и А.90310/2 (для втулок выпускных клапанов). Затем прошлифуйте седло клапана и доведите ширину рабочей фаски до нужных размеров, как указано выше.
МАСЛООТРАЖАТЕЛЬНЫЕ КОЛПАЧКИ НАПРАВЛЯЮЩИХ ВТУЛОК
У маслоотражательных колпачков не допускаются отслоение резины от арматуры, трещины и чрезмерный износ рабочей кромки. При ремонте двигателя маслоотражательные колпачки рекомендуется всегда заменять новыми.
РЫЧАГИ КЛАПАНОВ
Проверьте состояние рабочих поверхностей рычага, сопрягающихся со стержнем клапана, с кулачком распределительного вала и со сферическим концом регулировочного болта. Если на этих поверхностях появились задиры или риски, замените рычаг новым. Если обнаружена деформация или другие повреждения на втулке регулировочного болта рычага или на самом болте, замените детали.


 ПРУЖИНЫ
ПРУЖИНЫ
Убедитесь, что на пружинах нет трещин и не уменьшилась их упругость, для чего проверьте их деформацию под нагрузкой (рис. 48, 49. 50).
Рис. 48. Основные данные для проверки наружной пружины клапана
Рис. 49. Основные данные для проверки внутренней пружины клапана
Рис. 50. Схема проверки пружинь. рычага: А - размер в свободном состоянии: В -размер под нагрузкой.
ПРОКЛАДКА ГОЛОВКИ ЦИЛИНДРОВ
Поверхности прокладки не должны иметь повреждений. Они должны быть ровными, без вмятин, трещин, вздутий и изломов. Отслоение обкладочного материала от арматуры не допускается. На окантовке отверстий не должно быть трещин, прогаров и отслоений.
ПРОВЕРКА ГЕРМЕТИЧНОСТИ ГОЛОВКИ ЦИЛИНДРОВ
 Для гидравлического испытания на герметичность рубашки охлаждения головки цилиндров:
Для гидравлического испытания на герметичность рубашки охлаждения головки цилиндров:
Установите на головке детали, входящие в комплект приспособления А.60334 (рис. 51);
Нагнетайте насосом воду внутрь головки под давлением 0,5 МПа (5 кгс/см2).
Рис. 51. Проверка герметичности головки цилиндров на приспособлении А.60334:
1,2,4 - заглушки;
3 - плита приспособления;
5 - фланец со штуцером подвода воды.
В течение двух минут не должно наблюдаться утечки воды из головки цилиндров. При обнаружении трещин головку цилиндров необходимо заменить.
Можно проверять герметичность головки цилиндров и сжатым воздухом для чего:
Установите на головке цилиндров детали, входящие в комплект приспособления А.60334:
Опустите головку цилиндров в ванну с водой, прогретой до 60-80°С, и дайте головке цилиндров прогреться в течение 5 мин;
Подайте внутрь головки цилиндров сжатый воздух под давлением 0,15-0,2 МПа (1,5-2 кгс/см2).
В течение 1-1,5 мин не должно наблюдаться выхода пузырьков воздуха из головки.
РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ ВA3-2106 И ЕГО ПРИВОД
 Распределительный вал - чугунный, литой, вращается на пяти опорах в алюминиевом литом корпусе подшипников, установленном на головке цилиндров. От осевых перемещений удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала. Основные размеры распределительного вала и корпуса подшипников распределительного вала даны на рис. 52.
Распределительный вал - чугунный, литой, вращается на пяти опорах в алюминиевом литом корпусе подшипников, установленном на головке цилиндров. От осевых перемещений удерживается упорным фланцем, помещенным в проточке передней опорной шейки вала. Основные размеры распределительного вала и корпуса подшипников распределительного вала даны на рис. 52.
На автомобилях ВАЗ выпуска до апреля 1982 г. устанавливались распределительные валы с кулачками и опорными шейками, закаленными токами высокой частоты. С апреля 1982 г. устанавливались азотированные распределительные валы. С 1985 г. устанавливаются распределительные валы с отбелом кулачков; эти валы имеют отличительный шестигранный поясок между 3-м и 4-м кулачками.
Клапаны приводятся в действие распределительным валом через короткие стальные рычаги 4 (рис. 53). Рычаги качаются на сферической головке регулировочного болта 7, которым регулируется зазор А между кулачками распределительного вала и рычагами.
 Рис. 53. Разрез головки цилиндров по выпускному клапану:
Рис. 53. Разрез головки цилиндров по выпускному клапану:
1 - головка цилиндров;
2 - клапан;
3 - маслоотражательный колпачок;
4 - рычаг клапана;
5 - корпус подшипников распределительного вала;
6 - распределительный вал;
7 - регулировочный болт;
8 - контргайка регулировочного болта;
А - зазор между рычагом и кулачком распределительного вала.
Привод распределительного вала осуществляется от ведущей звездочки 5 (см. рис. 56) коленчатого вала двухрядной роликовой цепью. Этой же цепью приводится и звездочка 4 вала привода масляного насоса. Цепной привод имеет полуавтоматический натяжитель 8 с башмаком 7 и успокоитель цепи с резиновыми накладками. В нижней части блока цилиндров устанавливается ограничительный палец 6, предотвращающий спадание цепи в картер при снятии на автомобиле звездочки распределительного вала.
 Рис. 56. Схема привода распределительного вала и вспомогательных агрегатов:
Рис. 56. Схема привода распределительного вала и вспомогательных агрегатов:
1 - звездочка распределительного вала;
2 - цепь;
3 - успокоитель цепи;
4 - звездочка вала привода масляного насоса;
5 - ведущая звездочка;
6 - ограничительный палец;
7 - башмак натяжителя;
8 - натяжитель цепи.
 Натяжитель состоит из корпуса 2 (см. рис. 55), стержня 3 с двумя пружинами, плунжера 7 и колпачковой гайки 1 с зажимным сухарем 9, который фиксируется в гайке стопорным кольцом. Плунжер удерживается от выпадения из корпуса стопорным пружинным кольцом 4.
Натяжитель состоит из корпуса 2 (см. рис. 55), стержня 3 с двумя пружинами, плунжера 7 и колпачковой гайки 1 с зажимным сухарем 9, который фиксируется в гайке стопорным кольцом. Плунжер удерживается от выпадения из корпуса стопорным пружинным кольцом 4.
Рис. 55. Разрез натяжителя цепи:
1 - колпачковая гайка натяжителя;
2 - корпус натяжителя;
3 - стержень;
4 - пружинное кольцо;
5 - пружина плунжера;
6 - шайба;
7 - плунжер;
8 - пружина;
9 - сухарь;
10 - пружинное кольцо.
РЕГУЛИРОВКА ЗАЗОРА МЕЖДУ РЫЧАГАМИ И КУЛАЧКАМИ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Зазоры регулируйте на холодном двигателе, предварительно отрегулировав натяжение цепи. После регулировки зазор должен быть 0.14-0,17 мм. Во время регулировки следите за тем. чтобы рычаг клапана не был установлен с перекосом, т.к. это может привести к завышению фактического зазора. Регулировку производите в следующем порядке:
 - поверните коленчатый вал по часовой стрелке до совпадения метки на звездочке распределительного вала с меткой на корпусе подшипников, что будет соответствовать концу такта сжатия в 4-м цилиндре. В этом положении регулируется зазор у выпускного клапана 4-го цилиндра (8-й кулачок) и впускного клапана 3-го цилиндра (6-й кулачок);
- поверните коленчатый вал по часовой стрелке до совпадения метки на звездочке распределительного вала с меткой на корпусе подшипников, что будет соответствовать концу такта сжатия в 4-м цилиндре. В этом положении регулируется зазор у выпускного клапана 4-го цилиндра (8-й кулачок) и впускного клапана 3-го цилиндра (6-й кулачок);
Ослабьте контргайку -3- регулировочного болта рычага;
Вставьте между рычагом и кулачком распределительного вала плоский щуп 1 (рис. 54) А.95111 толщиной 0,15 мм и гаечным ключом завертывайте или отвертывайте болт -2- с последующим затягиванием контргайки, пока при затянутой контргайке щуп не будет входить с легким защемлением;
После регулировки зазора у выпускного клапана 4-го цилиндра и впускного клапана 3-го цилиндра последовательно поворачивайте коленчатый вал на 180° и регулируйте зазоры, соблюдая очередность, указанную в табл.
РЕГУЛИРОВКА НАТЯЖЕНИЯ ЦЕПИ
Ослабьте гайку 1 (рис. 55) натяжителя. При этом освобождается стержень 3 и цепь натягивается башмаком 7 (рис. 56), на который действует пружина 8 (см. рис. 55). Поверните коленчатый вал на 1-1.5 оборота в направлении вращения. При этом пружина натяжителя, действующая на башмак, автоматически отрегулирует натяжение цепи.
Затяните гайку 1 натяжителя, благодаря чему стержень 3 зажимается цангами сухаря 9. и при работе двигателя на плунжер 7 действует только пружина 5. Эта пружина отжимает плунжер от головки стержня 3 и в зазор между ними при работе двигателя затекает масло, играющее роль амортизатора при ударах цепи. Благодаря гарантированному зазору 0,2-0,5 мм между стержнем 3 и плунжером 7 при сильных ударах цепи вступает в действие пружина 8.
ПРОВЕРКА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
На опорных шейках распределительного вала не допускаются задиры, забоины, царапины, наволакивание алюминия от корпусов подшипников. На рабочих поверхностях кулачков не допускается износ свыше 0,5 мм. а также задиры и износ кулачков в виде огранки.
Установите распределительный вал крайними шейками на две призмы. расположенные на поверочной плите, и замерьте индикатором радиальное биение средних шеек, которое должно быть не более 0,04 мм. Если биение превышает указанное значение, то выправьте вал на рихтовочном прессе.
ПРОВЕРКА КОРПУСА ПОДШИПНИКОВ РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Промойте и очистите корпус подшипников распределительного вала и каналы дня подвода масла. Проверьте диаметр отверстий в опорах. Если зазор между шейками распределительного вала и опорами превышает 0,2 мм (предельный износ), корпус подшипников замените. Внутренние опорные поверхности должны быть гладкими, без задиров; если имеются повреждения на поверхностях или трещины на корпусе, замените корпус подшипников распределительного вала.
НАТЯЖИТЕЛЬ
 Разборка и сборка. Для разборки натяжителя цепи отверните колпачковую гайку 1 (см. рис. 55) и снимите ее вместе с зажимным сухарем 9 и пружинным кольцом 10. Снимите пружинное кольцо 4 и выньте из корпуса плунжер 7, пружину 5 и стержень 3 вместе с пружиной 8 и шайбой 6. Выньте из колпачковой гайки 1 зажимный сухарь 9, сняв пружинное кольцо 10. Сборку производите в обратном порядке.
Разборка и сборка. Для разборки натяжителя цепи отверните колпачковую гайку 1 (см. рис. 55) и снимите ее вместе с зажимным сухарем 9 и пружинным кольцом 10. Снимите пружинное кольцо 4 и выньте из корпуса плунжер 7, пружину 5 и стержень 3 вместе с пружиной 8 и шайбой 6. Выньте из колпачковой гайки 1 зажимный сухарь 9, сняв пружинное кольцо 10. Сборку производите в обратном порядке.
Контроль. Проверьте, нет ли на сухаре 9. на стержне 3 и плунжере 7 задиров. а на сопрягающихся поверхностях башмака и плунжера натяжителя цепи глубоких рисок. Поврежденные детали замените. Упругость пружины натяжителя должна находиться в пределах, указанных на рис. 57: при меньшей упругости пружину замените. Проверьте, нет ли повышенного износа на башмаке и успокоителе; если необходимо замените их.
ЦЕПЬ ПРИВОДА РАСПРЕДЕЛИТЕЛЬНОГО ВАЛА
Промойте цепь в керосине, а затем проверьте состояние ее звеньев. На роликах и щечках не допускаются сколы, трещины и другие повреждения. При работе двигателя цепь вытягивается. Она считается работоспособной, пока натяжитель обеспечивает ее натяжение, т.е. если цепь вытянулась не более, чем на 4 мм.

 Вытяжку цепи проверяйте на приспособлении 67.7824.9521 (рис. 58), имеющем два ступенчатых ролика 1, на которые надевается цепь. С помощью противовеса 3 цепь растягивается усилием 294 Н (30 кгс) или 147 Н (15 кгс). Регулировочной гайкой 2 обеспечивается параллельность оси противовеса относительно основания приспособления.
Вытяжку цепи проверяйте на приспособлении 67.7824.9521 (рис. 58), имеющем два ступенчатых ролика 1, на которые надевается цепь. С помощью противовеса 3 цепь растягивается усилием 294 Н (30 кгс) или 147 Н (15 кгс). Регулировочной гайкой 2 обеспечивается параллельность оси противовеса относительно основания приспособления.
Растяните цепь усилием 294 Н (30 кгс), поставив противовес в крайнее правое положение, затем уменьшите усилие на 147 Н (15 кгс), сдвинув противовес в крайнее левое положение. Повторите еще раз обе операции и определите вытяжку цепи по расстоянию L (рис. 59) между осями роликов. Измерив штангенциркулем расстояние между диаметрами d роликов и прибавив к нему диаметр d, получите расстояние L между осями роликов.
Для новой цепи расстояние L между осями роликов составляет 495,4-495,8 мм: если цепь вытянулась до 499,5 мм, то ее следует заменить. Перед установкой на двигатель смажьте цепь моторным маслом.
На протяжении многих лет владельцы иногда настолько сильно привыкают к своему автомобилю, что ни при каких обстоятельствах не желают рассматривать вопрос о его продаже и приобретении нового транспортного средства.
Однако молча созерцать за тем, как любимая «лошадка» пасует перед мощными иномарками, также не очень хочется, поэтому возникает единственный вариант, предполагающий тюнинг двигателя ВАЗ-2106.
Мощности в стандартном двигателе ВАЗ-2106 недостаточно, поэтому владельцы этого транспортного средства часто решаются на тюнинг
После того как удалось извлечь двигатель, нужно отсоединить от него ремни, ГБЦ, шестерёнки, но обеспечить соединение с коробкой передач. Именно в таком состоянии проводится дальнейший тюнинг ВАЗ-2106 своими руками, собирая шестнадцатиклапанный блок цилиндров.
Доработка головки блока цилиндров ВАЗ-2106, установка улучшенного двигателя ориентирует владельца и на замену бензонасоса. Лучше всего отдать предпочтение бензонасосу от «Волги». Он имеет более мощные характеристики, поэтому сможет обеспечить улучшенный вариант доработки головки блока цилиндров, мотора в целом.
Важно учесть, что, желая значительно , следует не забыть о замене генератора. Опытные владельцы рекомендуют установить более мощный вариант генератора, взятого с автомобиля «Нива».

Проделав такие нехитрые замены, мотор вашей «шестёрки» сумеет вас поразить своей необыкновенной мощностью. Это поспособствует появлению новых желаний, когда вам будет очень хотеться дорабатывать и дальше все важные механизмы вашего авто. А ведь возможностей для таких доработок имеется ещё большое количество, среди которых замена:
- ремней и цепей приводов распредвала;
- самого коленвала;
- маховика;
- форсунок;
- прочее.
Тюнинг карбюратора
Желая совершенствовать свои познания относительно того, как улучшить двигатель ВАЗ-2106, карбюратор должен занимать значимое место среди этих размышлений, поскольку от его эффективной работоспособности в полной степени зависит комплексный тюнинг мотора, ГБЦ ВАЗ-2106.
В вакуумном приводе вы легко сможете обнаружить пружину. Именно её можно смело извлечь и на прежнее место не возвращать. Это позволит увеличить динамику вашего автомобиля, но при этом придётся вам смириться с незначительным ростом расхода топлива.
Также можно заменить вакуумный привод на механический вариант, что позволит вновь-таки увеличить динамику, а также обеспечить плавный разгон вашего транспортного средства. Увеличение расхода топлива не будет спровоцировано, если отдать предпочтение такому варианту проведения тюнинга двигателя ВАЗ-2106. Карбюратор зато сможет продемонстрировать более лучшие технические характеристики.
И ещё одним вариантом, применяя который удаётся улучшить карбюратор, является вариант, предполагающий замену диффузора с маркировкой показателя 3,5 на показатель 4,5. Этот диффузор располагается в первичной камере.
Кредит 4.5% / Рассрочка / Trade-in / 95% одобрений / Подарки в салонеМас Моторс
ВАЗ-2106 («Lada») - легковой заднеприводный автомобиль с кузовом типа седан. Разработан на Волжском автомобильном заводе. Выпускался с 1976 по 2006 год.
История
Первый автомобиль ВАЗ-2106 сошел с III линии главного конвейера 21 февраля 1976 г. Когда в Тольятти освоили производство модели ВАЗ-2106 (Lada 1600), которая была переработана для отечественных условий эксплуатации из FIAT 124 Speciale образца 1972 года, никто не мог и предположить, что именно она станет самой популярной и массовой продукцией Волжского автозавода.


ВАЗ-2106 является рестайлинговой версией ВАЗ-2103. "Шестерка" отличается от ВАЗ-2103 более мощным 80-сильным двигателем ВАЗ-2106 рабочим объемом 1,6 л, иной схемой электрооборудования и измененным оформлением кузова и салона. Улучшена эргономика, дизайн был упрощён и «осовременен» за счёт уменьшения количества хромированных элементов и увеличения - пластиковых.
По сравнению с автомобилями "Москвич" эти 5-местные седаны, отличавшиеся лучшей динамикой и действительно комфортабельным интерьером, были верхом комфорта и престижа для широких слоев автолюбителей СССР. В конце 1970-х ВАЗ-2106 сразу приобрел славу "шикарного" и скоростного автомобиля, но дорогого и менее "практичного", чем прочие "Жигули". Приличная для того времени динамика (максимальные 150 км/ч и 16 с до 100 км/ч), рельефные сиденья с подголовниками, панель приборов с тахометром и прекрасная звукоизоляция - было что ценить.
В своё время, автомобиль пользовался немалой популярностью у автолюбителей благодаря мягкому ходу, хорошей управляемости, высокой ремонтопригодности и относительной долговечности. По качеству сборки «шестёрка» занимала одну из лидирующих позиций среди остальных ВАЗовских машин.
В 1979 году завод наладил выпуск менее мощных модификаций ВАЗ-21061 с 71-сильным двигателем ВАЗ-2103 и ВАЗ-21063 с 64-сильным двигателем ВАЗ-21011. Они популярностью "шахи" в народе не пользовались, но масштаб их производства нарастал (особенно 21063), и в условиях советского дефицита потребителю приходилось мириться с сочетанием дорогого и утяжеленного кузова со слабым двигателем, заметно ухудшавшим динамику С 1980 года начали монтировать карбюраторы Озон типа 2107. Изменение электрики в связи с меняющейся технологией происходило постоянно. В 1977-м машины начали оснащать новыми клеммами и соединениями проводки, а с 1986-го устанавливают новое реле.
В 1982 году проведена первая модернизация автомобиля. На ВАЗ-2106 начали монтировать модернизированные 75-сильные (по новому ГОСТу) двигатели ВАЗ-2106. На заднем крыле по линии молдинга перестали устанавливать светоотражатели. В 1988-м модернизацию прошла система выпуска: в ней поставили прокладку и гайку одноразового пользования. В 1990 году на ВАЗе освоили своего рода комплектацию Люкс - ВАЗ-21065 со стандартным двигателем ВАЗ-2106 с бесконтактной системой зажигания, карбюратором типа "Солекс" (21053-1107010-03), галогенными фарами, улучшенной обивкой салона и иными подголовниками сидений. Экспортные модификации ВАЗ-21064 внешне отличались от ВАЗ-21065 бамперами с встроенными поворотниками и несколько иной электрической схемой. С 1985 года поначалу на экспортные модификации, затем иногда и на "внутренние" начали устанавливать 5-ступенчатую коробку передач типа ВАЗ-2112, а позже - типа ВАЗ-21074, что значительно снижает расход топлива на трассе и шум от двигателя.
Но времена меняются. К концу 1980-х эта модель с модификациями осталась самой массовой и популярной в программе ВАЗа. Конечно, престижной ее уже не считали, но добрая память о первом семействе "Жигулей" поддерживала устойчивый спрос на "шестерку". На него не влияли даже засилье маломощной модификации ВАЗ-21063 и резкое ухудшение качества сборки и комплектующих в 1990-е годы. Автомобиль со временем стал настолько доступен по цене, что перешел в разряд непритязательных "рабочих лошадок". У него сложилась и постоянная армия поклонников.
Однако теперь ВАЗ-2106 все же постепенно сдает позиции, прежде всего из-за морального старения дизайна и интерьера, а также довольно невысоких ездовых качеств, органически присущих классической компоновке. Тем не менее у "шестерки" есть все шансы встретить на конвейере и свой тридцатилетний юбилей.
Производство ВАЗ-2106 было начато на Волжском автомобильном заводе в 1976 году. С 1998 года автомобиль выпускался на конвейере компании «Рослада» в Сызрани. В 2002 году производство было перенесено на завод «Ижавто» в Ижевске. В январе 2006года ВАЗ-2106 был снят с производства через 30 лет после начала выпуска.
Модификации
- ВАЗ-21060 -рабочий объём 1600 куб.см
- - пикап со встроенной в кузов палаткой, сделан по заказу технической дирекции.

- ВАЗ-21061 - Двигатель ВАЗ-2103, рабочий объём 1500 см.
Но изначально ВАЗ-21061 был вариант машины для Канады


«Канадский» вариант с мощными бамперами из аллюминиевого профиля. ему был присвоен индекс 21061, но затем Канада «отпала», и его носила самая «хилая» модификация с двигателем 1,3 л.
- ВАЗ-21062 - Экспортный вариант ВАЗ-2106 с правым расположением рулевого колеса.
- ВАЗ-21063 - рабочий объём 1300 куб.см (от ВАЗ 21011(модификация ВАЗ 2101)) карбюратор «Озон» 2105-1107010-20
- ВАЗ-21064 - Модель ВАЗ-21064 представляет собой экспортную модификацию ВАЗ-21061.
- ВАЗ-21065 - Рабочий объём 1500 куб.см, бамперы от ВАЗ-2105, электрообогрев заднего стекла, более мощный генератор, пятиступенчатая коробка передач, бесконтактная система зажигания, карбюратор «SOLEX-21053», электростеклоподъемники передних дверей,травмобезопасное рулевое колесо, иная обивка салона, иные сиденья с подголовниками.
- ВАЗ-21065-01 - Рабочий объём 1500 куб.см, бамперы от ВАЗ-2105, электрообогрев заднего стекла, более мощный генератор, пятиступенчатая коробка передач, бесконтактная система зажигания, редуктор заднего моста 3.9, карбюратор "Солекс 21053", электростеклоподъемники передних дверей
- ВАЗ-21066 - Экспортный вариант ВАЗ-21063 с правым расположением рулевого колеса.
- ВАЗ-21067 - Ижевские модели ВАЗ-2106 последних выпусков имели индекс ВАЗ-21067, на них устанавливался двигатель ВАЗ-21067 объемом 1600 см3, который является модификацией двигателя ВАЗ-2106 с системой впрыска топлива и каталитическим нейтрализатором, выполняющим нормы токсичности Евро 2. На ижевских автомобилях модели ВАЗ-21067 нет трамблера, механического бензонасоса с рычажком ручной подкачки и карбюратора. Компоненты системы питания для инжекторной «шестерки» позаимствованы у переднеприводных вазовских машин. Блок управления – «Январь 5.1», только со своими калибровками. Воздушный и топливный фильтры, модуль зажигания тоже унифицированы. Ресивер – от впрыскового «нивовского» мотора. Датчик скорости установлен на коробке передач в месте присоединения троса спидометра, а последний подключен через переходник – так же, как на «Ниве» ВАЗ-21214. Нейтрализатор в системе выпуска и адсорбер обеспечивают Евро 2 не только по выхлопу, но и по испарениям топлива. Октановое число применяемого бензина не изменилось – АИ-92, ведь степень сжатия двигателя осталась прежней.
- ВАЗ-21067-20 - экспериментальный, с инжекторным двигателем 2106, рабочий объём 1600 куб. см, 2005 год, левый руль
- ВАЗ-21068 - был выпущен как носитель агрегатов периода доводки новых моторов ВАЗ-2108 и ВАЗ-21083.
- ВАЗ-21069 - Модель ВАЗ-21069 внешне полностью идентична ВАЗ-2106, но с двухсекционным РПД ВАЗ - 411 мощностью 120 л.с. С 1983 года мог устанавливаться мотор ВАЗ - 413 мощностью 140 л.с., а с 1997 года универсальный РПД для заднеприводных и переднеприводных ВАЗов ВАЗ-415. Автомобили изготавливались по заказу спецслужб.
- - «Псевдо-семёрка» для семьи Брежнева, сделанная из обычной «шестёрки». Получила прозвище «пол-седьмого».

| Модель | Рабочий объём двигателя, куб.см |
Расположение органов управления |
Примечания |
|---|---|---|---|
| 2106 | Снята с производства в 1993 году. | ||
| 21061 | |||
| 21062 | |||
| 21063 | |||
| 21064 | |||
| 21065 | |||
| 21066 | |||
| 21067 | |||
| 21067-20 | 1600 (моновпрыск) |
экспериментальный с инжекторным двигателем 2106, 2005 год | |
| 21069 | с двигателем от Самары-21083, 1988 год |
Технические характеристики ВАЗ-2106
Lada 1600 GL (Nederland) |
Lada 1600 LS (экспортная версия) |
ВАЗ 2106 |
ВАЗ 21061 |
ВАЗ 21063 |
Lada 1600 (2106) |
Lada 1600
|
|
Модификация |
- | - | 1600 | 1.5 | - | 1.6 | - |
| - | - | 1976 | 1976 | - | 1977-85 | - | |
Геометрия |
|||||||
Тип кузова |
Седан | Седан | Седан | Седан | Седан | Седан | Седан |
Количество
|
- | 4 | 4 | 4 | 4 | 4 | - |
Количество
|
- | 5 | 5 | 5 | 5 | 5 | - |
| - | Левый | Левый | Левый | Левый | Левый | Правый | |
| - | 4116 мм | 4166 мм | 4166 мм | - | - | - | |
| - | 1611 мм | 1611 мм | 1611 мм | - | - | - | |
| - | - | 1440 мм | 1440 мм | - | - | - | |
Колесная база |
- | 2424 мм | 2424 мм | 2424 мм | - | - | - |
Колея
|
- | 1365 мм | 1365 мм | - | - | - | - |
Колея задняя |
- | 1321 мм | 1321 мм | - | - | - | - |
| - | - | 170 мм | 170 мм | - | - | - | |
Снаряженная
|
- | 1030 кг | 1045 кг | 1085 кг | - | - | - |
Полная масса |
- | 1430 кг | 1445 кг | 1485 кг | - | - | - |
Двигатель |
|||||||
Двигатель |
- | - | ВАЗ 2106 | ВАЗ 2103 | ВАЗ 21011 | ВАЗ 2106 | - |
Расположение |
- | спереди, продольно | спереди, продольно | спереди, продольно | спереди, продольно | спереди, продольно | - |
| - | - | бензиновый | бензиновый | бензиновый | бензиновый | - | |
Система питания |
- | - | карбюратор | карбюратор | карбюратор | карбюратор | - |
Диаметр
|
- | - | 79 мм | 76 мм | 79 мм | 79 мм | - |
Ход поршня |
- | - | 80 мм | 80 мм | 66 мм | 80 мм | - |
Степень
|
- | - | 8.5 | 8.5 | 8.5 | 8.5 | - |
| - | 1.568 л | 1.57 л | 1.452 л | 1.294 л | 1.57 л | - | |
Турбонаддув |
- | - | нет | нет | нет | нет | - |
Мощность |
- | 78 л.с. | 80 л.с. при 5400 об/мин | 77 л.с. при 5600 об/мин | 69 л.с. при 5600 об/мин | 80 л.с. при 5400 об/мин | - |
Крутящий момент |
- | - | 122 Нм при 3000 об/мин | 106 Нм при 3500 об/мин | 94 Нм при 3400 об/мин | 122 Нм при 3000 об/мин | - |
Марка
|
- | - | АИ-93 | АИ-93 | АИ-93 | АИ-93 | - |
Трансмиссия |
|||||||
Двигатель ВАЗ 2106 полностью схожий с двигателем модели 2103, и скорее даже, является его модификацией. В принципе, модельный ряд Авто ВАЗ включает в себя несколько моделей, у который одинаковые схема и устройство мотора, поэтому, помимо 3-ей модели, он подойдет и автомобилям: ВАЗ 21053, 2107 и 2121.
Разница между моторами 2103 и 06 в том, что конструкторы увеличили объем цилиндров, и соответственно мощность. Вес агрегата стал немного меньше, за счет более тонких стенок цилиндра, а технические характеристики стали лучше. Давайте детальнее рассмотрим устройство и принцип работы обновленного двигателя.
Характеристики
Так же, как и в третьей модели Лада, мотор имеет четыре цилиндра, расположенные в один ряд. Их общий объем составляет 1600, а объем каждого отдельно – 400. Диаметр поршня увеличен до 79 мм. Степень сжатия каждого цилиндра – 85 кДж, при ходе поршня в 80 мм. Порядок работы зависит от того, какая схема и устройство у коленчатого вала, и определяется он последовательностью чисел на блоке, а именно 1-3-4-2.
Максимальное количество оборотов, которое может выдать данный агрегат – 8 000, а минимальное, при котором возможна его холостая работа – 800 – 900. Оптимальные обороты при движении – от 1500 до 3000. При таких показателях, давление масла будет достаточным для охлаждения всего блока.
Технические характеристики находятся, так сказать, на уровне. Номинальная мощность мотора составляет 75 л.с., а скорость, которую может развить автомобиль при этой мощности, равна 148 км/час. До первой сотни, стрелка доходит за 16 секунд, после старта.
Рекомендуемый бензин – АИ-92. Учитывая объем цилиндров и мощность двигателя, 10 литров топлива хватит на 100 километров, при смешанном цикле. При движении по магистрали, расход уменьшится до 7,5 литров. Вес данного образца составляет 120 кг.
Устройство и схема мотора, состоит не только из деталей, а и из систем. Например, двигатель ВАЗ 2106 состоит из:
- Охлаждение;
- Смазка;
- Выпуск отработанных газов;
- Питания.
Каждая из перечисленных систем, несет за собой важную функцию в общей работе. Давайте поочередно разберем их.
Система питания – предназначена для того, чтоб доставить топливо из бака, в камеру сгорания, предварительно перемешав его с кислородом. Схема берет начало с точки, откуда поступает бензин — бензобак. На автомобиле ВАЗ 2106, он располагается сзади, справа, в багажном отсеке, под кожухом обшивки. Оттуда, бензин идет по топливным магистралям, прямо в карбюратор.
Так как топливный бак расположен довольно далеко от карбюратора, бензину нужно принудительно в него прокачиваться. Для этого используется топливный насос. Благодаря герметичности системы питания, его мощность, образованная движением диафрагмы, перегоняет бензин под давлением в карбюратор.
Пройдя через несколько фильтров, топливо попадает в карбюратор, где перемешивается с кислородом. Фильтры нужно периодически менять. Понять, что фильтр забит можно по тому, что его вес будет значительно больше, чем был тогда, когда фильтр был новым. На ВАЗ 2106 устанавливают карбюраторы фирмы ДААЗ и Солекс, реже Озон. После того, как смесь будет подготовлена и перемешана, она впрыскивается под давлением в камеру сгорания.

Схема системы охлаждения, будет немного попроще. Охлаждающая жидкость набирается в радиатор, расположенный спереди автомобиля. Объем жидкости, должен быть не менее 9,8 литра. Во время нагревания, антифриз расширяется, и дабы предостеречь разрушение элементов охлаждающей системы, устанавливается расширительный бачек. Для того, чтоб жидкость постоянно циркулировала, используется насос. Устройство двигателя рассчитано так, что при увеличении количества оборотов коленчатого вала, мощность, с которой качает насос, также увеличивается.
Схема системы смазки, находится в самом блоке цилиндров. В ее устройство входит только масляный насос и фильтр. Объем масла, достаточный для смазки трущихся деталей – 3,75 литра.
Итоги
Модернизация двигателя состояла в том, что он получил увеличенный объем цилиндров. Схема охлаждения, смазки, питания, и в общем, вся схема двигателя осталась прежней. Улучшились технические характеристики, а именно: скорость, мощность, уменьшилось время разгона. Вес агрегата немного уменьшился.