Полнотекстовый поиск:
Главная > Реферат >Промышленность, производство
форму инструментальной рейки. При нарезании зубьев заготовка и фреза вращаются вокруг своих осей, обеспечивая непрерывность процесса.
Нарезание зубьев червячными фрезами широко применяют для изготовления
цилиндрических колес с внешним расположени ем зубьев. Для нарезания колес с внутренним расположением зубьев применяют долбяки. Гребенками нарезают прямозубые и косозубые колеса с большим модулем зацепления.
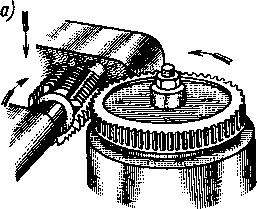
Нарезание зубьев конических колес методом обкатки производится строганием (рис. 10, а), фрезерованием (рис. 10, б), инструментом с прямобочным профилем или резцовыми головками.
Отделка зубьев. Зубья точных зубчатых колес после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой.
Ш е в и н г о в а н и е применяют для тонкой обработки неза каленных колес. Выполняют инструментом - шевером, имеющим вид зубчатого колеса с узкими канавками на поверхности зубьев. Вращаясь в зацеплении с обрабатываемым колесом, шевер снимает режущими кромками канавок волосообразные стружки с зубьев колеса.
Ш л и ф о в а н и е применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами способом копирования или обкатки.


П р и т и р к у используют для отделки закаленных зубьев колес. Выполняют притиром – чугунным точно изготовленным колесом с использованием притирочных абразивных паст.
О б к а т к а применяется для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес. В течение 1…2 мин зубчатое колесо обкатывается под нагрузкой с эталонным колесом большой твердости.
1.4 Материалы зубчатых колес
Выбор материала зубчатых колес зависит от назначения передачи и условий ее работы. В качестве материалов колес применяют стали, чугуны и пластмассы.
Стали. Основными материалами для зубчатых колес служат термически обрабатываемые стали. В зависимости от твердости стальные зубчатые колеса делятся на две группы.
П е р в а я г р у п п а - колеса с твердостью поверхностей зубьев Н ≤ 350 НВ. Применяются в слабо- и средненагруженных передачах. Материалами для колес этой группы служат углеродистые стали 35, 40, 45, 50, 50Г, легированные стали 40Х, 45Х, 40ХН и др. Термообработку - улучшение производят до нарезания зубьев. Колеса при твердости поверхностей зубьев Н ≤ 350 НВ хорошо прирабатываются и не подвержены хрупкому разрушению.
Для равномерного изнашивания зубьев и лучшей их прираба-тываемости твердость шестерни прямозубой передачи должна быть на (25...50) НВ больше твердости колеса.
Для косозубых передач твердость НВ рабочих поверхностей зубьев шестерни желательна возможно большая.
В т о р а я г р у п п а - колеса с твердостью поверхностей Н>350 НВ. Высокая твердость рабочих поверхностей зубьев достигается объемной и поверхностной закалкой, цементацией, азотированием, цианированием. Эти виды термообработки позволяют в несколько раз повысить нагрузочную способность передачи по сравнению с улучшенными сталями.
Зубья колес с твердостью поверхностей Н>350 НВ не прирабатываются. Для неприрабатывающихся зубчатых передач обеспечивать разность твердостей зубьев шестерни и колеса не требуется.
П о в е р х н о с т н а я з а к а л к а зубьев с нагревом токами высокой частоты (т.в.ч.) целесообразна для шестерен с модулем m ≥ 2 мм, работающих с улучшенными колесами, ввиду хорошей приработке зубьев. При малых модулях мелкий зуб прокаливается насквозь, что делает его хрупким и сопровождается короблением. Для закалки т.в.ч. используют стали 45, 40Х, 40ХН, 35ХМ.
Ц е м е н т а ц и ю применяют для колес, размеры которых должны быть минимальные (авиация, транспорт и т.п.). Для цементации используют стали 20Х, 12ХН3А и др.
А з о т и р о в а н и е обеспечивает особо высокую твердость поверхностных слоев зубьев. Для передач, в которых отсутствует абразивное изнашивание зубьев, можно применять азотирование. Оно сопровождается малым короблением и позволяет получать зубья 7-й степени точности без отделочных операций. Для повышения прочности сердцевины зуба заготовку колеса подвергают улучшению. Для азотирования применяют стали 40ХНМА, 40Х2НМА, 38ХМЮА, 38Х2Ю.
Колеса с твердостью Н > 350 НВ нарезают до термообработки. Отделку зубьев производят после тармообработки.
Выбор марок сталей для зубчатых колес. Без термической обработки механические характеристики всех сталей близки, поэтомуприменение легированных сталей без термообработки недопустимо.
Прокаливаемость сталей различа:
высоколегированных – наибольшая,
углеродистых – наименьшая. Стали с
плохой прокаливавемостью при больших
сечениях заготовок нельзя термически
обработать на высокую твердость. Поэтому
марку стали для зубчатых
колес выбирают с учетом размеров их
заготовок.


Характеристики сталей зависят не только от химического состава и вида термообработки, но также и от предельных размеров заготовок: диаметра заготовки шестерни или червяка D npe д и наибольшей толщины сечения заготовки колеса S пред.
Стальное литье. Применяют при изготовлении крупных зубчатых колес (d a ≥ 500 мм). Употребляют стали 35Л...55Л. Литые колеса подвергают нормализации.
Чугуны. Применяют при изготовлении зубчатых колес тихоходных открытых передач. Рекомендуются чугуны СЧ18...СЧ35. Зубья чугунных колес хорошо прирабатываются, но имеют пониженную прочность на изгиб.
Пластмассы. Применяют в быстроходных слабонагруженных передачах для шестерен, работающих в паре с металлическими колесами. Зубчатые колеса из пластмасс отличаются бесшумностью и плавностью хода. Наиболее распространены текстолит, лигнофоль, капролон, полиформальдегид.
1.5. Виды разрушения зубьев и критерии работоспособности зубчатых передач
В процессе работы на зубья действуют силы передаваемой нагрузки и силы трения. Для каждого зуба напряжения изменяются во времени по прерывистому отнулевому циклу. Повторно-переменные напряжения являются причиной усталостного разрушения зубьев: их поломки и выкрашивания рабочих поверхностей. Трение в зацеплении вызывает изнашивание и заедание зубьев.
Поломка зубьев. Это наиболее опасный вид разрушения. Излом зубьев является следствием возникающих в зубьях повторно-переменных напряжении изгиба и перегрузки. Усталостные трещины образуются у основания зуба на той стороне, где от изгиба возникают наибольшие

напряжения растяжения. Прямые короткие зубья выламываются полностью, а длинные, особенно косые, обламываются по косому сечению (рис. 12, а). Усталостную поломку предупреждают расчетом на прочность по напряжениям изгиба σ f , применением коррекции, а также увеличением точности изготовления и монтажа передачи.
Усталостное выкрашивание рабочих поверхностей зубьев. Основной вид разрушения зубьев для большинства закрытых передач. Возникает вследствие действия повторно-переменных контактных напряжений σ н. Разрушение начинается на ножке зуба в околополюсной зоне, где развивается наибольшая сила трения, способствующая пластическому течению металла и образованию микротрещин на поверхности зубьев. Развитию трещин способствует расклинивающнй эффект смазочного материала, который запрессовывается и трещины зубьев при зацеплении. Развитие трещин приводит к выкрашиванию частиц поверхности, образованию вначале мелких ямок (рис. 12, б), переходящих далее в раковины. При выкрашивании нарушаются условия образования сплошной масляной пленки (масло выжимается в ямки), что приводит к быстрому изнашиванию и задиру зубьев. Возрастают динамические нагрузки, шум, температура.
При твердости поверхностей зубьев Н блюдаться ограниченное выкрашивание, возникающее лишь на участках с концентрацией напряжений. После приработки зубьев такое выкрашивание прекратится.
Прогрессирующее выкрашивание возникает при твердости поверхности зубьев Н > 350 НВ, оно постепенно поражает всю рабочую поверхность ножек зубьев.
Усталостное выкрашивание зубьев предупреждают расчетом на прочность по контактным напряжениям, повышением твердости поверхности зубьев, применением коррекции, повышением степени точности, правильным выбором сорта масла.
В открытых передачах выкрашивания не наблюдается, так как изнашивание поверхности зубьев опережает развитие усталостных трещин.
Изнашивание зубьев. Основной вид разрушения зубьев открытых передач. По мере изнашивания зуб утоняется (рис. 12, в), ослабляется его ножка, увеличиваются зазоры в зацеплении, что в конечном счете приводит к поломке зубьев. Разрушению зубьев предшествует возникновение повышенного шума при работе передачи. Изнашивание можно уменьшить защитой от попадания абразивных частиц, повышением твердости и понижением шероховатости рабочих поверхностей зубьев, уменьшением скольжения зубьев путем коррекции.
Заедание зубьев . Заключается в приваривании частиц одного зуба к другому вследствие местного повышения температур в зоне зацепления. Образовавшиеся наросты на зубьях задирают рабочие поверхности других зубьев, бороздя их в направлении скольжения (рис. 12, г). Заедание зубьев предупреждают повышением твердости и понижением шероховатости рабочих поверхностей зубьев, применением коррекции, правильным подбором противозадирных масел.
2 ЦИЛИНДРИЧЕСКИЕ КОСОЗУБЫЕ ПЕРЕДАЧИ
1.1 Общие сведения
Цилиндрические колеса, у которых зубья расположены по винтовым линиям на делительном цилиндре, называют к о с о з у б ы м и (см. рис. 1, б). В отличие от прямозубой в косозубой передаче зубья входят в зацепление не сразу по всей длине, а постепенно. Увеличивается время контакта одной пары зубьев, в течение которого входят новые пары зубьев, нагрузка передается по большому числу контактных линий, что значительно снижает шум и динамические нагрузки.
Чем
больше угол наклона линии зуба β,
тем выше плавность зацепления. У пары
сопряженных косозубых колес
с внешним
зацеплением углы β
равны, но противоположны по направлению. Передачи
зубчатые»
, ГОСТ 16531-83 «Передачи
зубчатые
цилиндрические» и... (гипоидная и винтовая передачи
относятся к категории гиперболоидных передач
). Зубчатая
передача
, оси которой расположены...
Передачи
зубчатые»
, ГОСТ 16531-83 «Передачи
зубчатые
цилиндрические» и... (гипоидная и винтовая передачи
относятся к категории гиперболоидных передач
). Зубчатая
передача
, оси которой расположены...
Прочностной и геометрический расчет цилиндрической зубчатой передачи , определение усилий действу
Курсовая работа >>Тема: прочностной и геометрический расчет цилиндрической зубчатой передачи , определение усилий действующих на валы... асинхронного электродвигателя. Прочностной и геометрические расчеты зубчатой передачи с определением усилий в зацеплении. Расчет валов...
Структурный, кинематический и силовой анализ механизма. Синтез зубчатой передачи
Курсовая работа >> ТранспортСИЛОВОЙ АНАЛИЗ МЕХАНИЗМА СИНТЕЗ ЗУБЧАТОЙ ПЕРЕДАЧИ Курсовая работа по дисциплине... зацепления. Для проектирования зубчатой передачи задан модуль зацепления m=6мм... силовой анализ механизма. Синтез зубчатой передачи : Методические указания к выполнению...
Конические зубчатые передачи (2)
Научная статья >> Промышленность, производствоКонические зубчатые передачи Конические зубчатые передачи применяют при пересекающихся или скрещивающихся... распространение имеют ортогональные конические передачи с углом = 90°. Конические зубчатые передачи по сравнению с цилиндрическими...
Проектирование зубчатой передачи
Реферат >> Промышленность, производствоС практическими методами построения эвольвентных профилей зубчатых передач , а также с основными характеристиками и свойствами... ознакомились с понятиями углового и основного шага зубчатой передачи 2. Исследование шарнирно-рычажного механизма. 2.1 исходные...
Материал зубчатых колес выбирают в зависимости от назначения и условий эксплуатации последних, передаваемых ими нагрузок, скоростей вращения и т.п. При выборе марки стали необходимо учитывать следующие требования: низкую стоимость материала, хорошую обрабатываемость резанием, минимальное коробление при закалке и три основных эксплуатационных показателя – высокую прочность, долговечность работы и повышенную стойкость к износу.
Для большинства зубчатых передач комбайнов, тракторов, автомобилей и других сельскохозяйственных машин, передающих большие нагрузки, лимитирующими факторами являются: прочность зубьев – сопротивление на изгиб, стойкость поверхности профиля зубьев против усталостного разрушения (питтинга) и изнашивание зубьев. Может лимитировать один из указанных факторов, но тогда все три фактора имеют почти одинаковые значения.
Для производства зубчатых колес наиболее широко применяют следующие стали:
углеродистые – 40, 50, 45;
хромистые – 20Х, 35Х, 40Х, 50Х;
хромоникелевые – 12ХН3А, 12Х2Н4А, 20ХН;
хромомарганцевые – 18ХГ, 18ХГТ, 25ХГТ, 30ХГТ;
хромомолибденовые – 20ХМ, 30ХМ.
Кроме того, литые стальные колеса изготовляют из углеродистой стали 40Л, 50Л, а зубчатые колеса малонагруженных передач сельскохозяйственных машин из чугуна СЧ18. При малых нагрузках зубчатые колеса также могут изготовляться из текстолита, капрона и других неметаллических материалов.
Известно, что для повышения прочности и износостойкости в стали добавляют один или несколько легирующих элементов. Хром является одним из наиболее универсальных и широко применяемых легирующих элементов. Хром усиливает действие углерода, повышает твердость, стойкость к износу и прокаливаемость при термической обработке. Никель увеличивает ударную прочность, предел упругости и прочность стали на разрыв. Прочная и вязкая поверхность никелевых сталей обеспечивает высокую стойкость к усталости и износу. Никелевые стали хорошо подвергаются цементации, никель уменьшает деформацию и обеспечивает хорошие свойства сердцевины. Марганец повышает прочность, износостойкость, а также глубину прокаливаемости. Молибден увеличивает прокаливаемость сталей при температурах отпуска.
Легированные стали с содержанием хрома, никеля, молибдена,марганца применяютдля изготовления высоконагруженных зубчатых колес. Наилучшие свойства в готовом зубчатом колесе получаются после цементации. Содержание углерода в цементируемых сталях обычно колеблется от 0,15 до 0,25 %. Стали с низким содержанием углерода дают максимальную вязкость зубьев, а с высоким содержанием углерода – максимальную прочность сердцевины. Глубина цементованного слоя зубчатых колес составляет 1…2 мм.
Хромоникелевые, хромомарганцевые и хромомолибденовые стали широко используют при изготовлении зубчатых колес автомобилей.
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
«Юго-Западный государственный университет»
Кафедра машиностроительных технологий и оборудования
УТВЕРЖДАЮ
Первый проректор –
проректор по учебной работе
Е.А. Кудряшов
«____» _______________ 2012 г.
РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ
Методические указания к выполнению курсового проекта по дисциплине «Детали машин» для студентов специальностей 260601.65, 150202.65, 196601.65, 200503.65 и бакалавров направлений подготовки 150400.62, 150700.62, 190600.62, 200500.62
Составители: А.А. Норовский, И.Н. Путинцева, Р.Е. Абашкин,
Н.Д. Тутов
Рецензент
Кандидат технических наук, доцент Д.В.Пономарев
Расчет зубчатых передач : Методические указания по выполнению курсового проекта детали машин для студентов специальностей 260601.65, 150202.65, 190601.65, 200503.65 и бакалавров направлений подготовки 150400.65, 150700.62, 190600.62, 200500.62 / Юго-Зап. гос. ун-т; сост. А.А. Норовский, И.Н. Путинцева, Р.Е. Абашкин, Н.Д. Тутов. Курск, 2012. 43с.:ил. 2,табл. 11. Библиогр.:с.43.
Излагаются рекомендации по выбору материалов, определению допускаемых напряжений и порядок расчета цилиндрической и конической передач. Приведены примеры расчета закрытой цилиндрической и конической передач, необходимые для расчета справочные данные, а также примеры расчетов на ЭВМ.
Подписано в печать. Формат 60х84 1 / 16 .
Усл. печ. л. . Уч.-изд. л. . Тираж 50 экз. Заказ. Бесплатно.
Юго-Западный государственный университет.
305040, Г. Курск, ул. 50 лет Октября, 94. Оглавление
1. МАТЕРИАЛЫ ЗУБЧАТЫХ КОЛЕС 3
2. ДОПУСКАЕМЫЕ НАПРЯЖЕНИЯ ДЛЯ ЗУБЧАТЫХ ПЕРЕДАЧ ПРИ ИХ РАСЧЕТЕ НА ВЫНОСЛИВОСТЬ 5
3. ЗАКРЫТАЯ ЦИЛИНДРИЧЕСКАЯ ПРЯМОЗУБАЯ ПЕРЕДАЧА 7
4. ЗАКРЫТАЯ ЦИЛИНДРИЧЕСКАЯ КОСОЗУБАЯ ПЕРЕДАЧА 12
5. ОСОБЕННОСТИ РАСЧЕТА ЗУБЧАТЫХ ПЕРЕДАЧ СООСНЫХ РЕДУКТОРОВ 15
6. ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА ДИНАМИЧЕСКОЙ НАГРУЗКИ 17
7. ПРОВЕРОЧНЫЙ РАСЧЕТ ЗУБЬЕВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ ПРИ ПЕРЕГРУЗКАХ 19
8. ОСОБЕННОСТИ РАСЧЕТА ОТКРЫТЫХ ЦИЛИНДРИЧЕСКИХ ПЕРЕДАЧ 19
9. ПРИМЕР РАСЧЕТА ЗАКРЫТОЙ ЦИЛИНДРИЧЕСКОЙ ПРЯМОЗУБОЙ ПЕРЕДАЧИ 20
10. ЗАКРЫТАЯ КОНИЧЕСКАЯ ПЕРЕДАЧА С ПРЯМЫМИ ЗУБЬЯМИ 25
11. ЗАКРЫТАЯ КОНИЧЕСКАЯ ПЕРЕДАЧА С КРУГОВЫМИ НОРМАЛЬНО ПОНИЖАЮЩИМИСЯ ЗУБЬЯМИ 28
12. ОСОБЕННОСТИ РАСЧЕТА ОТКРЫТЫХ КОНИЧЕСКИХ ПЕРЕДАЧ 31
13. ПРИМЕР РАСЧЕТА ЗАКРЫТОЙ КОНИЧЕСКОЙ ПРЯМОЗУБОЙ ПЕРЕДАЧИ 32
14. РАСЧЕТ ЗУБЧАТЫХ ПЕРЕДАЧ НА ЭВМ 38
14.1 Расчет цилиндрической открытой передачи 39
14.2. Расчет конической передачи. 40
БИБЛИОГРАФИЧЕСКИЙ СПИСОК 43
1. Материалы зубчатых колес
Основным материалом для изготовления зубчатых колес силовых передач служит термически обработанная сталь.
В табл.1.1 приведены механические характеристики некоторых марок сталей, применяемых для изготовления зубчатых колес.
В зависимости от твердости рабочих поверхностей зубьев после термообработки зубчатые колеса можно условно разделить на две группы:
с твердостью 350НВ – нормализованные, улучшенные;
б) с твердостью 350НВ – закаленные, цементированные, цианированные, азотированные.
Механические свойства материалов шестерни и колеса должны быть взаимно увязаны. Зубья шестерни испытывают за одинаковое время большее число нагружений, чем зубья колеса, поэтому материал шестерни должен иметь более высокий предел выносливости, чем материал колеса. Для зубчатых колес с прямыми зубьями (при твердости 350НВ) среднюю твердость рабочей поверхности зубьев шестерни НВ 1ср для ускорения прирабатываемости и выравнивания долговечности обоих колес рекомендуют назначать больше твердости зубьев колеса не менее, чем на (10...15)НВ:
НВ 1ср НВ 2ср +(10...15)НВ.
Для зубчатых колес с непрямыми зубьями твердость рабочих поверхностей зубьев шестерни желательно возможно большая:
НВ 1ср - НВ 2ср 100НВ.
Для не прирабатывающихся зубчатых передач с твердыми (твердость 350НВ) поверхностями зубьев обоих зубчатых колес обеспечивать разность твердостей зубьев шестерни и колеса не требуется.
При поверхностной термической обработке зубьев механические характеристики сердцевины зуба определяются предшествующей термической обработкой.
Таблица 1.1 Марки сталей для зубчатых колес, виды их
термообработки и механические характеристики
|
Марка стали, ГОСТ |
обра-ботка |
Твердость |
Базовый предел выносливости |
Базов. число циклов | |||||
Продолжение таблицы 1.1
|
Цемен-тация | |||||||||
|
Цемен-тация | |||||||||
При выборе материалов необходимо обеспечивать прочность зубьев на изгиб, стойкость поверхностных слоев зубьев (контактная прочность) и сопротивление заеданиям. Несущая способность по контактной прочности пропорциональна квадрату твердости зубьев, поэтому для повышения несущей способности передачи и уменьшения габаритов целесообразно применять стали, закаливаемых до значительной твердости. Однако высокая твердость снижает сопротивление изгибу, поэтому вместо объемной закалки (где закаливается весь объем материала зубчатого колеса) применяют поверхностную термическую и химико-термическую обработку (поверхностная закалка ТВЧ, цементация, азотирование и др.), которые придают высокую твердость поверхности зубьев (для высокой контактной прочности) и сохраняют вязкую сердцевину (для высокой изгибной прочности).
При изготовлении стальных зубчатых колес применяют следующие виды термической обработки:
· Нормализация
позволяет получить твердость 180…220 …
HB, поэтому нагрузочная способность относительно невелика, но при этом зубья колес хорошо прирабатываются и сохраняют точность, полученную при механической обработке. Нормализованные колеса обычно используют во вспомогательных механизмах, например, в механизмах ручного управления.
Применяемые стали: 40, 45, 50 и др. Для повышения стойкости против заедания шестерни и колеса следует изготавливать из разных материалов.
· Улучшение позволяет получить твердость поверхности и сердцевины 200…240 HB (для небольших шестерен 280…320 HB), нагрузочная способность несколько выше, чем при нормализации, но зубья колес прирабатываются хуже. Обычно улучшенные колеса применяют в условиях мелкосерийного и единичного производства при отсутствии жестких требований к габаритам.
Применяемые стали: 40, 45, 50Г, 35ХГС, 40Х и др.
· Объемная закалка до твердости 45…55 HRC. Закаливается весь объем материала (см. выше). В настоящее время почти не применяется, за исключением ремонтных предприятий, где нет возможности выполнить поверхностную закалку.
Применяемые стали: 40Х, в более ответственных случаях – 40ХН и др.
· Поверхностная закалка с нагревом токами высокой частоты (ТВЧ) до твердости 50…55 HRC при глубине упрочненного слоя до 3…4 мм – дает среднюю нагрузочную способность при достаточно простой технологии упрочнения. Оптимальная глубина прокалки 0,5…1 мм. Закалке ТВЧ обычно предшествует улучшение, поэтому механические свойства сердцевины – как при улучшении.
Изгибная прочность по сравнению с объемной закалкой выше в 1,5-2 раза. Из-за повышенной твердости зубьев передачи плохо прирабатываются. Размеры зубчатых колес практически неограниченны. Необходимо помнить, что при модулях менее 3…5 мм, зуб прокаливается насквозь, что приводит к значительному их короблению и снижению ударной вязкости.
Применяемые стали: 40Х, 40ХН, 35ХМ, 35ХГСА.
· Цементация (поверхностное насыщение углеродом) с последующей закалкой ТВЧ и обязательной шлифовкой позволяет получить поверхностную твердость 56…63 HRC при глубине упрочненного слоя 0,5…2 мм. Нагрузочная способность высокая, но технология упрочнения более сложная. Изгибная прочность по сравнению с объемной закалкой выше в 2-2,5 раза.
Широко применяют сталь 20Х, а для ответственных зубчатых колес, особенно работающих с перегрузками и ударными нагрузками, стали 12ХН3А, 20ХНМ, 18ХГТ, 25ХГМ, 15ХФ.
· Азотирование (поверхностное насыщение азотом) обеспечивает высокую твердость и износостойкость поверхностных слоев при глубине упрочненного слоя 0,2…0,5 мм, при этом не требуется последующая закалка и шлифование. Малая толщина упрочненного слоя не позволяет применять азотированные колеса при ударных нагрузках и при работе с интенсивным изнашиванием (при загрязненной смазке, попадании абразива). Длительность процесса азотирования достигает 40-60 часов. Обычно азотирование применяют для колес с внутренним зацеплением и других, шлифование которых затруднено.
Применяют молибденовую сталь 38Х2МЮА, но возможно азотирование сталей 40ХФА, 40ХНА, 40Х до меньшей твердости, но большей вязкости.
· Нитроцементация – насыщение поверхностных слоев углеродом и азотом в газовой среде с последующей закалкой обеспечивает высокую контактную прочность, износостойкость и сопротивление заеданиям, обладает достаточно высокой скоростью протекания процесса – около 0,1 мм/час и выше. В связи с малым короблением позволяет во многих случаях обойтись без шлифования. Содержание азота в поверхностном слое позволяет применять менее легированные стали, чем при цементации: 18ХГТ, 25ХГТ, 40Х и др.
· Лазерная закалка – обеспечивает высокую твердость до 64 HRC, не требует легирования, позволяет местное упрочнение, не вызывает коробление, хорошо автоматизируется, но процесс очень медленный.
Характеристики механических свойств распространенных сталей, применяемых для изготовления зубчатых колес, после термической или термохимической обработки представлены в табл. 2.2.
Получение нужных механических свойств зависит не только от температурного режима термообработки, но и от наибольших размеров сечения заготовки D или толщины колеса (рис. 2.11).
При поверхностной термической обработке зубьев механические характеристики сердцевины зуба зависят от предшествующей операции – улучшения. Исключение составляют зубья с m < 3 мм, подвергаемые закалке ТВЧ: они прокаливаются насквозь, что приводит к значительному их короблению и снижению ударной вязкости.
Чугунные зубчатые колеса дешевле стальных, их применяют в крупногабаритных открытых передачах. Они имеют малую склонность к заеданию и хорошо работают при бедной смазке, но не выдерживают ударных нагрузок. Применяют серые чугуны СЧ 20…СЧ 35, а также высокопрочные магниевые чугуны с шаровидным графитом.
Колеса из неметаллических материалов имеют небольшую массу, не подвержены коррозии, бесшумны в работе. Но невысокая прочность, большие габариты, склонность к старению ограничивают их применение в силовых передачах. Обычно применяют пластмассовые зубчатые колеса в паре со стальной шестерней в слабонагруженных передачах для обеспечения бесшумности, или самосмазываемости, или химической стойкости. Стальные колеса при этом целесообразно закалить до 45 HRC и отшлифовать. К числу давно применяемых пластмасс относятся текстолит марки ПТ и ПТК и древесно-слоистые пластики ДСП-Г. Наиболее перспективными следует считать капролон, полиформальдегид и фенилон.
Зубчатые колеса изготавливают из сталей, чугуна и неметаллических материалов. При выборе материалов необходимо обеспечивать прочность зубьев на изгиб, стойкость поверхностных слоев зубьев (контактная прочность) и сопротивление заеданиям. Несущая способность по контактной прочности пропорциональна квадрату твердости зубьев, поэтому для повышения несущей способности передачи и уменьшения габаритов целесообразно применять стали, закаливаемых до значительной твердости. Однако высокая твердость снижает сопротивление изгибу, поэтому вместо объемной закалки (где закаливается весь объем материала зубчатого колеса) применяют поверхностную термическую и химико-термическую обработку (поверхностная закалка ТВЧ, цементация, азотирование и др.), которые придают высокую твердость поверхности зубьев (для высокой контактной прочности) и сохраняют вязкую сердцевину (для высокой изгибной прочности).
При изготовлении стальных зубчатых колес применяют следующие виды термической обработки:
Нормализация позволяет получить твердость 180…220 HB, поэтому нагрузочная способность относительно невелика, но при этом зубья колес хорошо прирабатываются и сохраняют точность, полученную при механической обработке. Нормализованные колеса обычно используют во вспомогательных механизмах, например, в механизмах ручного управления.
Применяемые стали: 40, 45, 50 и др. Для повышения стойкости против заедания шестерни и колеса следует изготавливать из разных материалов.
Улучшение позволяет получить твердость поверхности и сердцевины 200…240 HB (для небольших шестерен 280…320 HB), нагрузочная способность несколько выше, чем при нормализации, но зубья колес прирабатываются хуже. Обычно улучшенные колеса применяют в условиях мелкосерийного и единичного производства при отсутствии жестких требований к габаритам.
Применяемые стали: 40, 45, 50Г, 35ХГС, 40Х и др.
Объемная закалка до твердости 45…55 HRC. Закаливается весь объем материала (см. выше). В настоящее время почти не применяется, за исключением ремонтных предприятий, где нет возможности выполнить поверхностную закалку.
Применяемые стали: 40Х, в более ответственных случаях – 40ХН и др.
Поверхностная закалка с нагревом токами высокой частоты (ТВЧ) до твердости 50…55 HRC при глубине упрочненного слоя до 3…4 мм – дает среднюю нагрузочную способность при достаточно простой технологии упрочнения. Оптимальная глубина прокалки 0,5…1 мм. Закалке ТВЧ обычно предшествует улучшение, поэтому механические свойства сердцевины – как при улучшении.
Изгибная прочность по сравнению с объемной закалкой выше в 1,5-2 раза. Из-за повышенной твердости зубьев передачи плохо прирабатываются. Размеры зубчатых колес практически неограниченны. Необходимо помнить, что при модулях менее 3…5 мм, зуб прокаливается насквозь, что приводит к значительному их короблению и снижению ударной вязкости.
Применяемые стали: 40Х, 40ХН, 35ХМ, 35ХГСА.
Цементация (поверхностное насыщение углеродом) с последующей закалкой ТВЧ и обязательной шлифовкой позволяет получить поверхностную твердость 56…63 HRC при глубине упрочненного слоя 0,5…2 мм. Нагрузочная способность высокая, но технология упрочнения более сложная. Изгибная прочность по сравнению с объемной закалкой выше в 2-2,5 раза.
Широко применяют сталь 20Х, а для ответственных зубчатых колес, особенно работающих с перегрузками и ударными нагрузками, стали 12ХН3А, 20ХНМ, 18ХГТ, 25ХГМ, 15ХФ.
Азотирование (поверхностное насыщение азотом) обеспечивает высокую твердость и износостойкость поверхностных слоев при глубине упрочненного слоя 0,2…0,5 мм, при этом не требуется последующая закалка и шлифование. Малая толщина упрочненного слоя не позволяет применять азотированные колеса при ударных нагрузках и при работе с интенсивным изнашиванием (при загрязненной смазке, попадании абразива). Длительность процесса азотирования достигает 40-60 часов. Обычно азотирование применяют для колес с внутренним зацеплением и других, шлифование которых затруднено.
Применяют молибденовую сталь 38Х2МЮА, но возможно азотирование сталей 40ХФА, 40ХНА, 40Х до меньшей твердости, но большей вязкости.
Нитроцементация – насыщение поверхностных слоев углеродом и азотом в газовой среде с последующей закалкой обеспечивает высокую контактную прочность, износостойкость и сопротивление заеданиям, обладает достаточно высокой скоростью протекания процесса – около 0,1 мм/час и выше. В связи с малым короблением позволяет во многих случаях обойтись без шлифования. Содержание азота в поверхностном слое позволяет применять менее легированные стали, чем при цементации: 18ХГТ, 25ХГТ, 40Х и др.
Лазерная закалка – обеспечивает высокую твердость до 64 HRC, не требует легирования, позволяет местное упрочнение, автоматизацию, не вызывает коробление, но процесс очень медленный.
Чугунные зубчатые колеса дешевле стальных, их применяют в крупногабаритных открытых передачах. Они имеют малую склонность к заеданию и хорошо работают при бедной смазке, но не выдерживают ударных нагрузок. Применяют серые чугуны СЧ 20…СЧ 35, а также высокопрочные магниевые чугуны с шаровидным графитом.
Колеса из неметаллических материалов имеют небольшую массу, не подвержены коррозии, бесшумны в работе. Но невысокая прочность, большие габариты, склонность к старению ограничивают их применение в силовых передачах. Обычно применяют пластмассовые зубчатые колеса в паре со стальной шестерней в слабонагруженных передачах для обеспечения бесшумности, или самосмазываемости, или химической стойкости. Стальные колеса при этом целесообразно закалить до 45 HRC и отшлифовать. К числу давно применяемых пластмасс относятся текстолит марки ПТ и ПТК и древесно-слоистые пластики ДСП-Г. Наиболее перспективными следует считать капролон, полиформальдегид и фенилон.