___________________________________________________________________________
Цилиндро-поршневая группа дизельного двигателя Д-240
Детали поршневой группы Д-240 трактора МТЗ-80, МТЗ-82 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами.
Если диагностические параметры достигли значений, допустимых в эксплуатации, то дизель разбирают для технической экспертизы, которую проводят путем осмотра и микрометража деталей поршневой группы с целью замены непригодных, износившихся деталей.
Чтобы выполнить техническую экспертизу деталей, снимают головку цилиндров и поддон картера. Если после снятия головки цилиндров на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников. Поршни в сборе с шатунами извлекают из гильз цилиндров.
В поршневой износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров.
В первую очередь индикаторным нутромером замеряют диаметр гильзы цилиндра в месте наибольшего износа в верхнем поясе гильзы - сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна.
Диаметр юбки поршня двигателя измеряют в плоскости, перпендикулярной отверстию поршневого пальца. Наряду с измерением диаметра юбки поршня контролируют изношенность канавок головки поршня по высоте пластинчатым щупом и новым кольцом.
Если зазор между канавками поршня и кольцом превышает допустимые размеры, поршень заменяют. Если овальность и диаметр гильзы выше, а диаметр поршня ниже значений, указанных в таблице, то и их заменяют.
Поршневую группу Д-240 трактора МТЗ-80, МТЗ-82 заменяют при зазоре между поршнем и гильзой, превышающем указанные значения. Гильзы из блока выпрессовывают специальным съемником.
Если диаметр гильзы и поршня у дизелей с водяным охлаждением в пределах нормы, то рекомендуется удалить гильзы из блока и повернуть их на 90 градусов вокруг оси, так как они более всего изнашиваются в плоскости качания шатуна.
Поршневые кольца заменяют, если зазор в замке кольца превышает данные, если их установить в неизношенную верхнюю часть гильзы.
Зазоры поршневых колец и поршней дизеля Д-240
Зазор между юбкой поршня и цилиндром, мм:
Нормальный - 0,18...0,20
Допустимый - 0,26
Зазор в замке поршневых колец, мм:
Нормальный - 0,40...0,80
Допустимый - 4,0
Зазор по высоте канавок поршня, мм:
Компрессионых - 0,08…0,12
Маслосъемных - 0,05…0,09
Допустимый - 0,30
Перед сборкой поршневой группы трактора МТЗ-80, МТЗ-82 проверяют параметры поршневого пальца шатуна и состояние втулки его верхней головки. Втулку заменяют при увеличении ее отверстия под поршневой палец или прославлении посадки втулки в отверстии верхней головки шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм или овальности и конусности поверхности пальца под втулку более 0,02 мм.
Изгиб и скручивание проверяют на приборе. Для всех дизелей изгиб шатуна не должен превышать 0,08 мм, а скручивание - 0,12 мм. При сборке шатуна вначале запрессовывают втулку в его верхнюю головку.
Чтобы улучшить чистоту поверхности, и окончательно подогнать отверстия под поршневой палец, отверстие обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленчатого вала двигателя Д-240 изготавливают с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала, поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций, только попарно.
Не допускается заменять один вкладыш из пары, а также спиливать или пришабривать стыки вкладышей или крышек подшипников, устанавливать прокладки между вкладышами и постелью, между крышкой и шатуном. При замене вкладышей их устанавливают того же размера, что и шейки коленчатого вала.
Перед сборкой поршневой группы, связанной с установкой новых деталей, их подбирают по размерным группам. Сортируют гильзы цилиндров на размерные группы по внутреннему диаметру, а поршни - по наружному диаметру юбки.
Поршни и гильзы двс Д-240, устанавливаемые на дизель, должны быть одной размерной группы, как указано в таблице.
Обозначение размерных групп для гильз нанесено на нерабочем верхнем торце гильзы, для поршня - на его днище. Перед установкой гильзы в блок осматривают состояние уплотнительных колец и нижних посадочных мест под гильзу в блоке цилиндров. Как правило, резиновые уплотнения заменяют.
Номинальные и ремонтные размеры шатунно-поршневой группы дизеля Д-240
Обозначение размеров Диаметр гильзы цилиндра, мм Диаметр юбки поршня в нижней части, мм
М
104,82.-104,84
105,00.-105,02
С
104,84.-104,86
105,02.-105,04
Б
106,86.-104,88
105,04.-105,06
При подборе поршней двс Д-240 обращают внимание на размерные группы поршневых пальцев, их внутреннюю поверхность и бобышку поршня, маркированную краской. Поршни и поршневые пальцы подбирают одной размерной группы с одинаковой маркировкой.
Поршневой палец запрессовывают в поршень после его предварительного нагрева в масле до температуры 70...80°С. Разница в массе шатунов в сборе с поршнями для дизелей - 15 г. Поршневые кольца на поршень устанавливают в определенном порядке приспособлением, предохраняющим кольца от случайных поломок.
Основные параметры поршневых колец дизеля Д-240
Поршневое кольцо Рабочий зазор, мм Упругость, Н
Первое (верхнее)
0,3.-0,6
60...82
Второе, третье
0.3...0.6
68...78
Кольца, установленные в канавки поршня, должны свободно перемещаться при его поворачивании и утопать в канавках под действием собственной массы. Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого маслосъемных колец.
Затем поршень и кольца обильно смазывают дизельным маслом и, пользуясь конусной оправкой, устанавливают в гильзу цилиндра. Поршень не может выступать выше поверхности блока более чем на 0,5 мм.
Шатун МТЗ является одним из компонентов кривошипно-шатунного механизма двигателя.
Изготовлен из высокоуглеродистой или легированной стали способом штамповки.
Для улучшения прочности материал подвергают закалке.
Шатун шарнирно соединяет поршни с коленвалом.
Возникающая переменная нагрузка вызывает сжатие, растяжение или изгиб стержня.
Шатун передает усилия от коленвала к поршню и наоборот в зависимости от соотношения действующих сил.
Особенности устройства шатуна двигателя
Шатун двигателя состоит из следующих элементов:
- Верхняя и нижняя головки;
- Стержень;
- Крышка;
- Шайба;
- Болт.
Главная часть шатуна - нижняя головка. В деталь вставлены тонкостенные вкладыши, сделанные из стали или залитые свинцовой бронзой. Нижняя головка разъемная.
Для улучшения приработки поверхность лудят.
Специальные усики фиксируют смещение вкладышей. Верхняя головка соединяет шатун с поршнем при помощи пальца. Осуществляется возвратно-поступательное движение.
Нижняя головка предназначена непосредственно для связи с коленчатым валом.
Стержень шатуна двигателя выполняет сложное колебательное движение. обтекаемой формы выполнено с двутавровым сечением.
При необходимости подачи масла в стержне может находиться канавка. Штампованный шатун МТЗ растягивается и изгибаются под действием силы инерции и давления газов.
Поэтому конструкция механизма должна обеспечить его жесткость и прочность. На шатуне двигателя имеется масляная канавка и приливы. На крышке предусмотрен паз и отверстия, используемые для смазки.
Шатунные болты предназначены для крепления съемной части.
Они работают при непрерывной нагрузке. Изготовлены из хромоникелевой либо хромистой стали, подверженной термической обработке. Болты плотно установлены в развернутое тело и крышку шатуна двигателя.
Могут прикручиваться гайками. Затяжку крепежа выполняют с определенным усилием (не более 60 кг). У деталей с косым разъемом нижней головки болт вкручивается в тело.
Такое соединение усложняет ремонт шатуна. Болты фиксируются при помощи стопорных шайб и проволоки.
Ремонт шатуна
Шатун двигателя подвержен износу.
Для проверки изгиба и скручивания детали используют прибор КИ-274.
Палец в шатуне должен легко проворачиваться рукой и выпадать под действием веса человека. Шатуны и пальцы устанавливают со своими крышками, соблюдая точное их положение до разборки.
Расточку постели осуществляют только когда узел в сборе. Гайки затягивают с усилием не более 240 Н.
Менять крепеж и крышки местами запрещено. Поршни с шатунами двигателя собирают таким образом, чтобы выемка на дне первой детали не оказалась на стороне распредвала.
При ремонте шатуна и последующей сборке в верхнюю головку запрессовывают втулку.
Дефекты шатуна
Возможны следующие неисправности шатунного комплекта:
- Отложение смол и нагара;
- Износ канавок, отверстий под палец;
- Срыв резьбы шатунных болтов;
- Износ вкладыша, шейки, пальца, втулки;
- Смятие усиков фиксации вкладыша.
Если износилась поверхность под втулку, шатун двигателя растачивается с интервалом в 0,5 мм.
Для исправления дефекта применяют алмазно-расточной станок. После ремонта шатуна проверяют правильность установки отверстия в вертикали по резцу.
Регулировки выполняют опорой. При износе головок шатуна необходимо наращивание гальваническим железнением.
Отклонение осей верхней головки по отношению к нижней должно составлять 0,05 мм на длину 100 мм.
Для определения параметра используют специальные приборы.
Во время ремонта шатуна разрешается разогревать стержень пламенем газовой горелки для устранения недопустимых отклонений.
Кривошипно-шатунный механизм (КШМ)
предназначен для преобразования поступательного движения поршней во вращательное движение коленчатого вала (КВ). Основными движущимися деталями КШМ являются: поршни с кольцами, поршневые пальцы, шатуны, шатунные и коренные подшипники, маховик.
Поршневая группа деталей дизелей Д-65 и Д-240 сконструирована одинаково.
Рис. 1. Поршень с шатуном (Д-65):
1 — шатунный болт; 2 — крышка головки шатуна; 3 — шатун; 4 — стопорное кольцо; 5 — поршневой палец; 6 — поршень; 7 — маслосъемные кольца; 8 — компрессионные кольца; 9 — верхнее компрессионное кольцо; 10 — втулка верхней головки шатуна; 11 — верхний вкладыш шатуна; 12-нижний вкладыш шатуна; 13 — контровочная пластина
Поршни 6 (рис. 1) изготовлены из алюминиевого сплава с тремя канавками под компрессионные 8, 9 и двумя под маслосъемные 7 кольца. В днище поршня выполнена камера сгорания. В канавках под маслосъемные кольца и ниже этих канавок просверлены отверстия для отвода масла внутрь поршня. По наружному диаметру юбки (в плоскости, перпендикулярной к плоскости поршневого пальца) поршни подразделяются на три размерные группы (табл. 1). Клеймо группы наносится на днище.
В комплект на двигатель поршни, шатуны и поршневые пальцы подбирают одинаковой размерной группы. Отклонение в массе поршней и шатунов в комплекте не должно превышать 15 г. По диаметру отверстия под поршневой палец поршни делят на две размерные группы (табл. 2), их маркируют краской на бабышках. Поршневые пальцы 5 полые, стальные. От осевого перемещения они удерживаются разжимными стопорными кольцами 4. установленными в канавки поршня. По наружному диаметру пальцы разделены на две группы (см. табл. 2). Маркировочная краска нанесена на внутренней поверхности пальца.
Поршневые кольца изготовлены из специального чугуна. Верхнее компрессионное кольцо 9 прямоугольного сечения для уменьшения износа хромировано (по наружной поверхности). Второе и третье 8 кольца для улучшения компрессионных качеств имеют на внутренней поверхности торсионные выточки, которые при установке колец должны быть обращены вверх — к днищу поршня. В две нижней канавки поршня установлены маслосъемные 7 кольца скребкового типа (по два в каждую канавку). Верхним в канавке устанавливается кольцо с дренажными окнами на торце, а нижний — без окон; выточки наружной поверхности маслосъемных колец должны быть обращены вниз (к юбке поршня).
Замки поршневых колец располагают на ровном расстоянии по окружности. Нормальный зазор в замке новою кольца, установленного в новую гильзу 0,3…0,7 мм. Поршневые кольца заменяют, если зазор превышает 4 мм, а поршни меняют, если зазор между новым кольцом и канавкой в поршне по высоте превышает 0.4 мм. У дизеля Д-245 несколько иное расположение колец (рис. 2): под верхнее компрессионное кольцо трапецеидальной формы залито чугунную вставку 2, маслосъемное кольцо одно — как и у Д-240 — коробчатого типа.
Рис. 2. Схемы расположения колец на поршнях дизелей Д-245 (а) и Д240 (б):
а) 1 — поршень; 2 — чугунная вставка типа «нирезист»; 3 — верхнее компрессионное кольцо; 4, 5 — компрессионные кольца; 6 — маслосъемное кольцо;
б) 1 — поршень; 2 — верхнее компрессионное кольцо; 3, 4 — компрессионные кольца; 5 — маслосъемное кольцо
Шатуны 3 (см. рис. 1) стальные, штампованные. В верхнюю головку запрессована биметаллическая втулка 10 (стальная со слоем бронзы). Для смазки поршневого пальца в верхней головке шатуна и втулки есть отверстие. По внутреннему диаметру втулки сортируются на две размерные группы: с большим диаметром маркируются черной краской, с меньшими — желтой.
Нижняя головка шатуна разъемная. Разъем выполнен косым для обеспечения прохода нижней части через гильзу при монтаже. Крышка 2 прикреплена к шатуну двумя болтами из высококачественной стали, застопоренными контровочной пластиной 3.

Рис. 3. Детали кривошипно-шатунного и газораспределительного механизмов (Д-65):
1 — заглушка; 2 — шестерня распределительного вала; 3 — упорное кольцо; 4 — упорный фланец распределительного вала; 5 — толкатели; 6 — впускной клапан; 7 — направляющая втулка клапана; 8 — рукоятка декомпрессионного механизма; 9 — валики декомпрессионного механизма; 10-регулировочный винт: 11 — выпускной клапан; 12 — штанги толкателя; 13-поршень; 14-распределительный вал; 15 — втулка; 16 — палец маховика, 17 — шарикоподшипники; 18 — болт; 19 — маховик; 20 — венец; 21 — шатун; 22, 23 — вкладыши коренных подшипников; 24 — шестерня; 25 — маслоотражатель; 26 — коленчатый вал; 27 — шкив; 28 — головка цилиндров; 29 — пружина клапана; 30 — сухарик; 31 — регулировочный винт декомпрессионного механизма; 32 — коромысло клапана.
Коленчатый вал 26 (рис. 3) полноопорный, стальной (имеет пять коренных и четыре шатунных шейки, рабочие поверхности которых закалены токами высокой частоты. В шатунных шейках имеются полости для центробежной очистки масла при вращении вала. Полости закрыты резьбовыми заглушками 1, которые у двигателя должны быть одной группы (номер группы выбит на торце заглушки), чтобы не нарушилась балансировка вала. На первой, четвертой, пятой и восьмой щеках вала дизелей Д-240 и Д-245 закреплены съемные противовесы. Их наличие обусловлено большой частотой вращения коленчатого вала этих дизелей (2200 мин1), вследствие чего центробежные силы сильно возрастают. Установка противовесов значительно уменьшает нагрузки на подшипники. В коренных и шатунных шейках выполнены сверления, по которым подается масло к подшипникам (вкладышам).
На переднем конце вала смонтированы шестерня 24 привода распределения и насоса системы смазки, шкив 27 привода насоса системы охлаждения и генератора, маслоотражатель 25; на заднем — маслоотражатель и маховик 19 с напрессованным на нем зубчатым стальным венцом 20.
Коленчатые валы изготовлены с шейками двух номинальных размеров: для дизелей Д-65 диаметры коренных и шатунных шеек в первом номинале соответственно равны 85,25 мм и 75,25 мм, во втором — 85,0 мм и 75,0 мм; для дизелей Д-240 в первом — 75,25 мм и 68,25 мм, во втором — 75,0 мм и 68,0 мм. Валы с шейками второго стандартного размера имеют на первой щеке обозначение: 2КШ — все шейки вала второго номинала; 2К — коренные второго, а шатунные первого; 2Ш — шатунные второго, а коренные первого.
Вкладыши коренных 23 и шатунных 22 подшипников изготовлены из сталеалюмнневой ленты. От перемещений и проворачивания вкладыши стопорятся выштампованными на них усиками, входящими во фрезеровки в постелях вкладышей в блоке и шатуне. На наружной поверхности вкладыша проставляется товарный знак завода и размер, а на внутренней поверхности усика (выступа) — клеймо (« + » или « — ») группы вкладыша по высоте (вкладыши комплектуют так, чтобы один из них имел на усике знак « + » а другой « — » или оба без маркировки). Отверстия в верхних половинках коренных вкладышей совпадают с маслоподводящими каналами в блоке.
Зазор в подшипниках нового или отремонтированного двигателя в пределах 0,065…0,123 мм для шатунных и 0,070…0,134 мм для коренных. При увеличении зазора в шатунных подшипниках до 0,25 мм и овальности шейки более 0,06 мм или в коренных — соответственно до 0,3 и более 0,1 мм шейки вала шлифуют на соответствующий ремонтный размер.
Осевое перемещение вала ограничивается упорами пятой коренной шейки (допустимое в эксплуатации — 0,5 мм), осевое перемещение нижней головки шатуна допускаемое 0,7 мм. Коленчатый вал и маховик дизеля Д-240 изображены на рис. 4.

Рис. 4. Коленчатый вал с маховиком (Д-240):
1 — коренная шейка; 2 и 12 — щеки; 3 — упорные кольца; 4 — нижний вкладыш коренного подшипника; 5 — маховик; 6 — маслоотражательная шайба; 7 — установочный штифт; 8 — болт; 9 — зубчатый венец; 10 — верхний вкладыш коренного подшипника; 11 — шатунная шейка; 13 — галтель; 14 — противовесы; 15 — болт крепления противовеса; 16 — замковая шайба; 17 — шестерня коленчатого вала; 18 — шестерня привода масляного насоса; 19 — упорная шайба; 20 — болт; 21 — шкив; 22 — канал подвода масла в полость шатунной шейки; 23 — пробка; 24 — полость в шатунной шейке; 25 — трубка для масла.
[Тракторы «Беларус» семейств МТЗ и ЮМЗ. Устройство, работа, техническое обслуживание. Я.Е. Белоконь, А.И. Окоча, Г.В. Шкаровский; Под ред. Я.Е. Белоконя. 2003 г.]
Статьи о КШМ двигателей тракторов: ; ; ; ;
Детали цилиндро-поршневой группы подлежат замене либо при возросшем расходе картерного масла, либо увеличении концентрации газов в картере двигателя, которые фиксируются специальными приборами.
Чтобы провести экспертный осмотр деталей отделяют головку цилиндров и снимают поддон картера. Если отделив головку блока цилиндров, на поверхности блока вы обнаружите трещины, прекращайте дальнейшую разборку, а двигатель отделите от остова и направьте в ремонт.
Если явные дефекты отсутствуют, снимите масляный насос, трубопроводы и крышки шатунных подшипников, вытащите поршни в сборе с шатунами из гильз цилиндров.
Какие из деталей цилиндро-поршневой группы МТЗ-80, МТЗ-82 более всего подвержены износу? Это - поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы измеряют (рис. 2.1.31) в следующих местах: на участке наибольшего износа верхнего пояса гильзы в плоскости, параллельной оси коленчатого вала, ну а далее в плоскости качания шатуна. В каком случае меняют гильзу цилиндра? Гильза подлежит замене при выработке ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Размер диаметра юбки поршня определяют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32).
Так же, у поршня замеряют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33).
При превышении зазора между канавкой поршня и новым поршневым кольцом допустимого размера, поршень меняют.
Рис. 2.1.29. Как расположены детали блока цилиндров трактора МТЗ-80, МТЗ-82:
1 - блок цилиндров;
2 - болт;
3 - рым-болт;
4, 10, 14 - прокладки;
5 - корпус сальника;
6 - задний лист двигателя;
7 - опора картера;
8 - крышки;
9 - крышка коренного подшипника;
11 - щит;
12 - крышка шестерен;
13 - опора;
15 - втулки;
16 - пробка;
17 - гильза цилиндра;
18 - кольца гильзы

Рис. 2.1.30. Как расположены детали блока кривошипно-шатунной группы трактора МТЗ-80, МТЗ-82:
1 - поршень;
2 - поршневые кольца;
3 - поршневой палец;
4 - втулка верхней головки шатуна;
5 - шатун;
6 - коренной вкладыш;
7 - маховик;
8 - крышка шатуна;
9 - вкладыш шатуна;
10 - коленчатый вал;
11 - противовес;
12 - болт
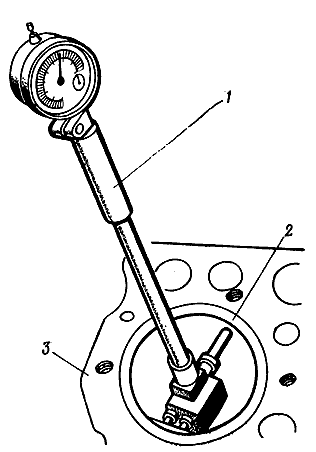 Рис. 2.1.31. Как измерить диаметр гильзы цилиндра трактора МТЗ-80, МТЗ-82: |
 Рис. 2.1.32. Как измерить диаметр юбки поршня трактора МТЗ-80, МТЗ-82: |
 |
Рис. 2.1.33. Как измерить зазор между канавкой поршня и поршневым кольцом трактора МТЗ-80, МТЗ-82: |
Основные показатели цилиндро-поршневой группы
Цилиндро-поршневую группу в сборе меняют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение.
Гильзы из блока выпрессовывают специнструментом (рис. 2.1.34).

Рис. 2.1.34. Как выпрессовать гильзы из блока цилиндров МТЗ-80, МТЗ-82:
1 - гильза цилиндра; 2 - съемник; 3 - блок цилиндров
Что делать, если диаметры гильзы и поршня находятся в пределах допуска? В таком случае рекомендация следующая: выдавите гильзу из блока, разверните ее вокруг оси на 90°, т.к. гильза и поршень чаще всего изнашиваются в плоскости качания шатуна. Затем запрессуйте гильзу обратно в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед тем, как собрать цилиндро-поршневую группу, оцените состояние поршневого пальца, шатуна и параметры втулки верхней головки шатуна. Втулку нужно заменить, если увеличился диаметр отверстия под поршневой палец или ослабли посадки в верхней головке шатуна. Поршневой палец и втулку верхней головки шатуна меняют, если зазор между пальцем и втулкой стал более 0,06 мм. Палец меняют при овальности и конусности превышающей 0,02 мм.
Изгиб и скручивание шатуна диагностируют на устройстве КИ-724 (рис. 2.1.35).
При сборке шатуна в его верхнюю головку на первом этапе запрессовывают втулку (рис. 2.1.36).
Чтобы подвести отверстие втулки верхней головки шатуна под поршневой палец, его немного раскатывают. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем, как правило, не должен превышать 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала выполнены, как известно, с высокой точностью. Нужный зазор при неизменной постели подшипника гарантируется сообразными диаметрами шеек коленчатого вала. Значит вкладыши обычно заменяют без лишних подгоночных действий и обязательно попарно. Не разрешаются следующие манипуляции: замена только одного вкладыша из пары; опиливание или выравнивание шабером стыков вкладышей или крышек подшипников; размещение прокладок между вкладышами и постелью, между крышкой и шатуном. В процессе замены нужно усвоить, что размерная группа вкладышей всегда соответствует размерной группе шеек коленвала.
Перед заменой старых деталей цилиндро-поршневой группы на новые, их нужно выбрать согласно размерным группам. Гильзы цилиндров подбирают по размерным группам согласно внутреннему диаметру, а поршни - по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, которые вы собираетесь устанавить на двигатель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней двигателя Д-240
Маркировка размерных групп обозначена на нерабочем верхнем торце гильзы и на днище поршня. Перед простановкой гильзы в блок резиновые уплотнения нужно сменить. Легким постукиванием молотка гильзу устанавливают с помощью ступенчатой оправки (рис. 2.1.37). При тугом вхождении гильзы, можно для запрессовки использовать специальный винтовой инструмент (рис. 2.1.38). После запрессовки необходимо замерить выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Оно должно находиться в диапазоне 0,065 - 0,165 мм.
При небольшом проваливании гильз можно установить медные прокладки под бурт гильзы. В процессе выбора поршней концентрируют внимание на размерных группах поршневых пальцев. Внутренняя поверхность этих деталей и бобышка поршня размечена краской. Поршни и поршневые пальцы берут одной размерной группы. Поршневой палец запрессовывают в предварительно нагретый в масле поршень. Нагревают поршень до температуры 70-80° С. Разброс по массе между шатунами в сборе с поршнями, размещаемых на двигатель Д-240, не должна превышать 15 г.
Упругость поршневых колец можно проверить с помощью устройства МИП-100 (рис. 2.1.40). Если зазор в замках находится в пределах 0,3-6,6 мм (рис. 2.1.41), упругость колец не должна быть более: первого (верхнего) - 60-82 Н, второго и третьего - 58-78 Н.
Поршневые кольца на поршень одевают определенном способом, предохраняя кольца от случайных поломок, благодаря специальному устройству(рис. 2.1.42). При правильной установе колец, они должны без напряга двигаться при поворачивании поршня и утопать в канавках под действием собственной массы.
 Рис. 2.1.40. Как проверить упругость поршневых колец МТЗ-80, МТЗ-82: |
 Рис. 2.1.41. Как измерить зазор в замке поршневого кольца МТЗ-80, МТЗ-82: |
 |
Рис. 2.1.42. Как одеть поршневое кольцо МТЗ-80, МТЗ-82: |
 Рис. 2.1.43. Конусная оправка для установки поршня МТЗ-80, МТЗ-82: |
 Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80, МТЗ-82: |
Замки первого и третьего поршневых колец нужно разместить в канавках поршня под углом 180° относительно замков второго и четвертого колец. Поршень в сборе с кольцами и шатуном обливают, не жалея двигательного масла, и с помощью конусной "приблуды" (рис. 2.1.43) ставят в гильзу цилиндра, несильно постукивая по днищу поршня рукояткой молотка (рис. 2.1.44).
Болты шатунных подшипников затягивают динамометрическим ключом в несколько подходов.
Регулировочные данные при сборке двигателя Д-240
Когда поршень находится в верхней мертвой точке, он не выступает выше поверхности блока более чем на 0,5 мм. Так должно быть.
И вы искренне В завершении установки цилиндро-поршневой группы и крышек шатунных подшипников ставят масляный насос, его накачиваемые и всасывающие трубопроводы и закрывают поддон картера. Картерную прокладку нужно смазать с двух сторон графитной смазкой (продают в магазинах) или герметиком типа «Эластосил 137-83». В цилиндры при этом заливают по 30-50 г двигательного масла. Прокладку головки цилиндров так же со всех сторон промазывают графитной пастой. Болты крепления головки, желательно по-правилам, затянуть динамометрическим ключом (рис. 2.1.45) в кодированной специальными деятелями, последовательности (рис. 2.1.46) в два - три приема. Ну а далее ставят штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме нужно строго соблюдать по правилам и регулировочным сведениям при сборке двигателя МТЗ-80, МТЗ-82.